Product Description
1000 Series Plastic Modular Conveyor Belt for manufacturing
Advantages:
1 This modular conveyor belt are convenient to assembly and maintain
2. This modular conveyor belt can bear High mechanical strength
3. This modular conveyor belt has Excellent product handling performance
4. This modular conveyor belt are wear resistance and Oil Resistant
5. We are professional conveyor system manufacturer,our product line contain: modular belt, slat top chain, conveyor spare parts, conveyor system.
6. We can provide good after-sale service.
7. Every products can be customized
Application :
Specifications:
| Belt type | Pitch(mm) | Material | Belt Weight kg/m2 |
Working load | Backflex radius |
| 1000-A | 25.4 | POM | 6.5 | 22000 | 25 |
| PP | 4.25 | 11000 | |||
| PE | 4.6 | 5000 |
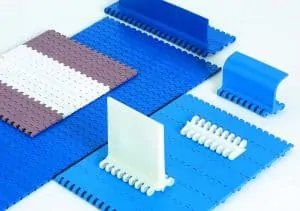
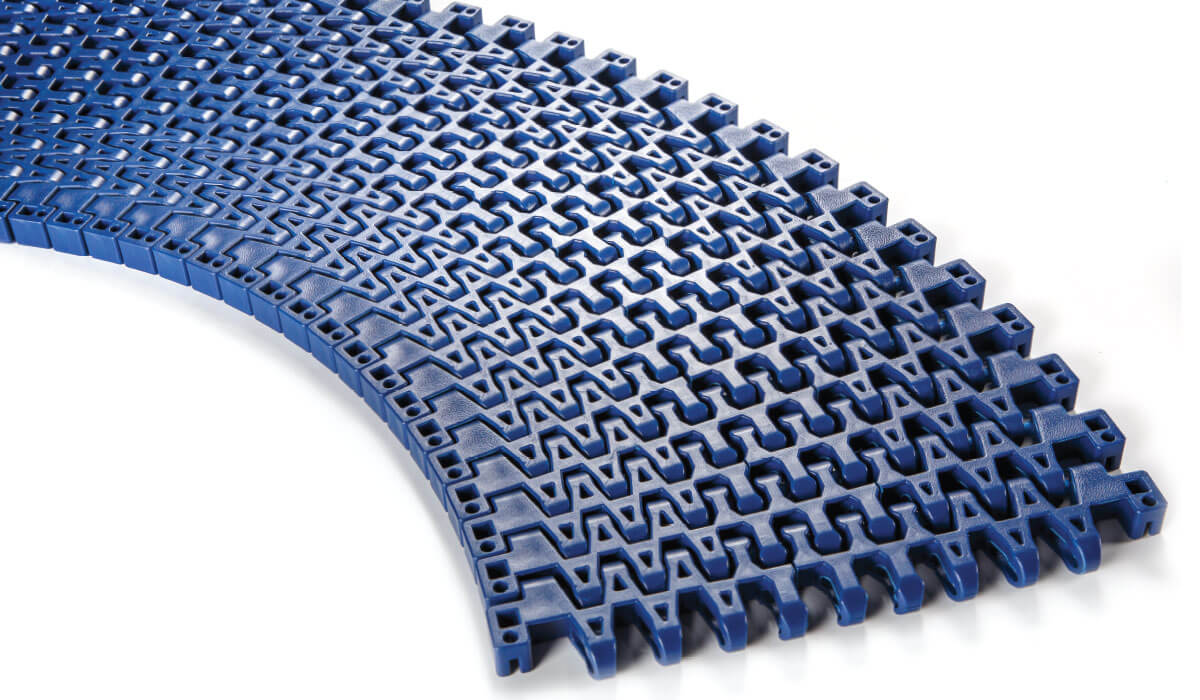
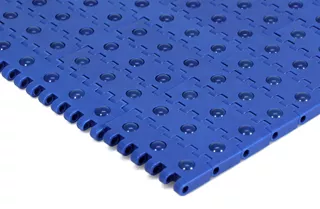
Product display:
Exhibitions:
Our workshop:
Package delivery:
Company Introduction:
Xihu (West Lake) Dis. Xihu (West Lake) Dis. Industrial Co., Ltd., founded in 1998, is located in HangZhou. The company covers a total area of 14000 square meters. It is a high-tech enterprise integrating scientific research and development, engineering design, production and installation, and commissioning services.It is a set of independent research and development, production, processing, sales as 1 of the automation equipment and machinery manufacturers.
If you order from us, we are sure that you will be greatly satisfied with our products and the most competitive price.We are mainly majored in Conveyor Equipments for nearly 20 years so you can be relieved for our products. We are very looking forward to receive your any enquiries or orders. /* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Type: | 1000 |
|---|---|
| Material: | Metal |
| Inside Material: | Plastic |
| Feature: | Oil-Resistant, Acid And Alkali Resistant, Tear-Resistant, Heat-Resistant, Cold-Resistant, Wear-Resistant |
| Tensile Strength: | Strong |
| Backflex Radius: | 25mm |
| Samples: |
US$ 0/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
| Customized Request |
|---|

What innovations and advancements have been made in modular belt technology in recent years?
In recent years, modular belt technology has seen several innovations and advancements aimed at improving performance, efficiency, and versatility. Here are some notable developments in modular belt technology:
- Advanced Materials:
New and improved materials have been developed for modular belts, enhancing their durability, strength, and resistance to wear and tear. These materials include high-performance polymers, such as polyethylene and polypropylene blends with enhanced properties. These advanced materials offer improved resistance to chemicals, impact, and abrasion, allowing modular belts to withstand harsh operating conditions and extend their service life.
- Enhanced Design Features:
Modular belts now incorporate enhanced design features that optimize their performance and functionality. These features include specialized surface patterns or textures that improve product grip and reduce slippage, enhancing the efficiency of incline or decline applications. Enhanced module shapes, such as ribbed or cleated modules, provide better product stability and control during conveying. Additionally, advancements in sprocket engagement systems and module-to-module connections have improved belt tracking, reducing the risk of misalignment and improving overall conveyor system reliability.
- Customization and Adaptability:
Recent advancements in modular belt technology have expanded customization and adaptability options. Modular belts can now be easily tailored to specific application requirements, allowing for greater flexibility in design and layout. Customization options include belt width, length, module configurations, and surface features. This adaptability enables modular belts to be seamlessly integrated into existing conveyor systems or designed for unique applications, optimizing material handling efficiency and improving overall operational performance.
- Improved Cleanability:
Hygiene and cleanability have been a focus of innovation in modular belt technology. Manufacturers have developed modular belts with smoother surfaces and reduced crevices or recesses where contaminants can accumulate. This design improvement simplifies cleaning processes, reduces the risk of bacterial growth, and enhances food safety compliance in food processing applications. Additionally, advancements in modular belt materials have resulted in increased resistance to staining, allowing for easier removal of stubborn residues and reducing maintenance efforts.
- Integration with Industry 4.0:
Modular belt technology has been integrated with Industry 4.0 concepts and smart manufacturing principles. Sensor technologies can now be incorporated into modular belts to monitor various parameters such as belt tension, speed, temperature, or product presence. This real-time data collection enables predictive maintenance, optimizing belt performance, and reducing unplanned downtime. Integration with automation systems and data analytics further enhances operational efficiency and enables intelligent material handling and process control.
- Environmental Sustainability:
There has been a growing emphasis on environmental sustainability in modular belt technology. Manufacturers are developing modular belts made from recycled or recyclable materials, reducing their carbon footprint and promoting circular economy practices. Additionally, advancements in manufacturing processes have led to reduced energy consumption and waste generation during production. These eco-friendly initiatives contribute to the overall sustainability of modular belt systems while meeting the increasing demand for environmentally responsible solutions.
In summary, recent years have witnessed significant innovations and advancements in modular belt technology. These include the development of advanced materials, enhanced design features, increased customization and adaptability, improved cleanability, integration with Industry 4.0 technologies, and a focus on environmental sustainability. These advancements have resulted in modular belts that offer improved performance, durability, hygiene, and operational efficiency, meeting the evolving needs of various industries and applications.
What role do modular belts play in ensuring hygiene and cleanliness in food processing applications?
Modular belts play a critical role in ensuring hygiene and cleanliness in food processing applications. The design and material properties of modular belts make them well-suited for use in the food industry, where maintaining strict hygiene standards is of utmost importance. Here’s how modular belts contribute to ensuring hygiene and cleanliness:
- Smooth, Non-Porous Surfaces:
Modular belts are typically made of smooth, non-porous materials such as polypropylene or polyethylene. These materials have low water absorption properties and do not harbor bacteria or other contaminants. The smooth surface of modular belts prevents the accumulation of food particles, liquids, or residues, making them easier to clean and reducing the risk of bacterial growth. This feature helps maintain a hygienic environment in food processing applications.
- Easy-to-Clean Design:
Modular belts are designed to be easily cleaned, ensuring efficient sanitation in food processing operations. The individual modules that make up the belt can be easily removed or disassembled for thorough cleaning. This allows for access to the entire belt surface, ensuring that all areas are properly cleaned and sanitized. The modular design also facilitates quick and easy reassembly of the belt after cleaning, minimizing downtime in food production.
- Chemical Resistance:
Modular belts are resistant to a range of chemicals, including detergents and sanitizing agents commonly used in food processing facilities. This chemical resistance allows for the use of strong cleaning agents without damaging or degrading the belt material. It ensures effective sanitation by enabling the use of appropriate cleaning solutions to eliminate bacteria, mold, and other contaminants that may be present on the belt surface.
- High Temperature Resistance:
In food processing applications that involve high-temperature processes such as baking, modular belts with high-temperature resistance are available. These belts can withstand the heat without warping or deforming, ensuring durability and maintaining hygienic conditions. High-temperature resistance allows for thermal cleaning processes, such as hot water or steam cleaning, to effectively sanitize the modular belts.
- Compliance with Food Safety Standards:
Modular belts are designed to meet food safety standards and regulations. They are often made from food-grade materials that comply with FDA (Food and Drug Administration) regulations and other relevant industry guidelines. These materials are non-toxic and safe for direct contact with food products. Using modular belts that meet food safety standards helps ensure that the conveyor system does not introduce any contaminants into the food processing environment.
- HACCP and Hygienic Design:
Modular belts are designed with hygiene in mind, following principles of Hazard Analysis and Critical Control Points (HACCP) and hygienic design. The belts are engineered to minimize areas where food particles can accumulate, eliminate crevices or gaps that can harbor bacteria, and facilitate thorough cleaning and sanitation. This hygienic design reduces the risk of cross-contamination and helps maintain food safety standards in food processing applications.
In summary, modular belts play a vital role in ensuring hygiene and cleanliness in food processing applications. Their smooth, non-porous surfaces, easy-to-clean design, chemical resistance, high-temperature resistance, compliance with food safety standards, and hygienic design features contribute to maintaining a sanitary environment, preventing bacterial growth, and minimizing the risk of cross-contamination in the food production process.
What are modular belts, and how are they used in industrial applications?
Modular belts are conveyor belts composed of individual interlocking modules or links. These modules are typically made of durable plastic materials, such as polypropylene or polyethylene, and feature a variety of surface patterns or configurations. Modular belts are widely used in industrial applications for their versatility, durability, and ease of maintenance. Here is an overview of modular belts and their uses in industrial settings:
- Structure and Design:
Modular belts consist of individual modules that are linked together to form a continuous belt. Each module has built-in hinges or connecting rods that allow for easy assembly and disassembly. The modules are usually flat or slightly curved, and their surface can be customized with different patterns, textures, or accessories to suit specific application requirements. The modular design provides flexibility in terms of belt width, length, and configuration, making it adaptable to various industrial applications.
- Material Handling:
One of the primary uses of modular belts in industrial applications is for material handling. They are commonly employed in conveyor systems for the transportation of goods, products, or components. Modular belts offer smooth and consistent movement, allowing for the efficient transfer of materials from one point to another. They can handle a wide range of loads, from lightweight packages to heavy bulk materials, making them suitable for diverse industries such as manufacturing, logistics, food processing, and automotive.
- Accumulation and Sorting:
Modular belts are often utilized in accumulation and sorting applications. The interlocking modules create a flat and even surface, which enables products to accumulate without interference. This feature is particularly useful in assembly lines or distribution centers, where items need to be temporarily stored or grouped before further processing or sorting. The modular design allows for easy integration with other equipment, such as sensors or diverters, to facilitate automated sorting or routing of products based on specific criteria.
- Inclined or Declined Transport:
Modular belts are well-suited for inclined or declined transport applications. The interlocking modules ensure that products remain stable and do not slide or roll during vertical or angled movement. This makes modular belts ideal for applications such as elevating or lowering products between different levels of a production facility or warehouse. The customizable surface patterns of the modules can provide additional grip or friction, further enhancing the belt’s ability to handle inclined or declined transport of goods.
- Hygienic and Sanitary Applications:
Modular belts are widely used in industries that require hygienic or sanitary conditions, such as the food and beverage or pharmaceutical sectors. The smooth and non-porous surface of modular belts is easy to clean and resistant to the accumulation of debris, moisture, or bacteria. They can withstand frequent washdowns or sanitization processes without compromising their structural integrity. Additionally, the modular design allows for quick and straightforward module replacement in case of damage or contamination.
- Specialized Applications:
Modular belts find applications in specialized industrial processes as well. For example, they are used in high-temperature environments, such as baking or heat-treatment ovens, where traditional conveyor belts may not be suitable. Modular belts can withstand elevated temperatures without deformation or degradation. They are also utilized in applications that require tight transfers or small product gaps, such as in the packaging industry, where precise positioning and spacing of products are crucial.
In summary, modular belts are conveyor belts composed of individual interlocking modules. They are used in various industrial applications, including material handling, accumulation and sorting, inclined or declined transport, hygienic and sanitary environments, and specialized processes. The modular design, durability, and ease of maintenance make them a versatile and reliable solution for diverse industrial sectors.


editor by CX 2024-04-30
China high quality 5935 Plastic Conveyor Modular Belt for Packaging Machines Filling Machine axle examples
Product Description
1000 Series Plastic Modular Conveyor Belt for manufacturing
Advantages:
1 This modular conveyor belt are convenient to assembly and maintain
2. This modular conveyor belt can bear High mechanical strength
3. This modular conveyor belt has Excellent product handling performance
4. This modular conveyor belt are wear resistance and Oil Resistant
5. We are professional conveyor system manufacturer,our product line contain: modular belt, slat top chain, conveyor spare parts, conveyor system.
6. We can provide good after-sale service.
7. Every products can be customized
Application :
Specifications:
| Belt type | Pitch(mm) | Material | Belt Weight kg/m2 |
Working load | Backflex radius |
| 1000-A | 25.4 | POM | 6.5 | 22000 | 25 |
| PP | 4.25 | 11000 | |||
| PE | 4.6 | 5000 |
Product display:
Exhibitions:
Our workshop:
Package delivery:
Company Introduction:
Xihu (West Lake) Dis. Xihu (West Lake) Dis. Industrial Co., Ltd., founded in 1998, is located in HangZhou. The company covers a total area of 14000 square meters. It is a high-tech enterprise integrating scientific research and development, engineering design, production and installation, and commissioning services.It is a set of independent research and development, production, processing, sales as 1 of the automation equipment and machinery manufacturers.
If you order from us, we are sure that you will be greatly satisfied with our products and the most competitive price.We are mainly majored in Conveyor Equipments for nearly 20 years so you can be relieved for our products. We are very looking forward to receive your any enquiries or orders. /* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Type: | 1000 |
|---|---|
| Material: | Metal |
| Inside Material: | Plastic |
| Feature: | Oil-Resistant, Acid And Alkali Resistant, Tear-Resistant, Heat-Resistant, Cold-Resistant, Wear-Resistant |
| Tensile Strength: | Strong |
| Backflex Radius: | 25mm |
| Samples: |
US$ 0/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
| Customized Request |
|---|
What innovations and advancements have been made in modular belt technology in recent years?
In recent years, modular belt technology has seen several innovations and advancements aimed at improving performance, efficiency, and versatility. Here are some notable developments in modular belt technology:
- Advanced Materials:
New and improved materials have been developed for modular belts, enhancing their durability, strength, and resistance to wear and tear. These materials include high-performance polymers, such as polyethylene and polypropylene blends with enhanced properties. These advanced materials offer improved resistance to chemicals, impact, and abrasion, allowing modular belts to withstand harsh operating conditions and extend their service life.
- Enhanced Design Features:
Modular belts now incorporate enhanced design features that optimize their performance and functionality. These features include specialized surface patterns or textures that improve product grip and reduce slippage, enhancing the efficiency of incline or decline applications. Enhanced module shapes, such as ribbed or cleated modules, provide better product stability and control during conveying. Additionally, advancements in sprocket engagement systems and module-to-module connections have improved belt tracking, reducing the risk of misalignment and improving overall conveyor system reliability.
- Customization and Adaptability:
Recent advancements in modular belt technology have expanded customization and adaptability options. Modular belts can now be easily tailored to specific application requirements, allowing for greater flexibility in design and layout. Customization options include belt width, length, module configurations, and surface features. This adaptability enables modular belts to be seamlessly integrated into existing conveyor systems or designed for unique applications, optimizing material handling efficiency and improving overall operational performance.
- Improved Cleanability:
Hygiene and cleanability have been a focus of innovation in modular belt technology. Manufacturers have developed modular belts with smoother surfaces and reduced crevices or recesses where contaminants can accumulate. This design improvement simplifies cleaning processes, reduces the risk of bacterial growth, and enhances food safety compliance in food processing applications. Additionally, advancements in modular belt materials have resulted in increased resistance to staining, allowing for easier removal of stubborn residues and reducing maintenance efforts.
- Integration with Industry 4.0:
Modular belt technology has been integrated with Industry 4.0 concepts and smart manufacturing principles. Sensor technologies can now be incorporated into modular belts to monitor various parameters such as belt tension, speed, temperature, or product presence. This real-time data collection enables predictive maintenance, optimizing belt performance, and reducing unplanned downtime. Integration with automation systems and data analytics further enhances operational efficiency and enables intelligent material handling and process control.
- Environmental Sustainability:
There has been a growing emphasis on environmental sustainability in modular belt technology. Manufacturers are developing modular belts made from recycled or recyclable materials, reducing their carbon footprint and promoting circular economy practices. Additionally, advancements in manufacturing processes have led to reduced energy consumption and waste generation during production. These eco-friendly initiatives contribute to the overall sustainability of modular belt systems while meeting the increasing demand for environmentally responsible solutions.
In summary, recent years have witnessed significant innovations and advancements in modular belt technology. These include the development of advanced materials, enhanced design features, increased customization and adaptability, improved cleanability, integration with Industry 4.0 technologies, and a focus on environmental sustainability. These advancements have resulted in modular belts that offer improved performance, durability, hygiene, and operational efficiency, meeting the evolving needs of various industries and applications.
What factors should be considered when selecting modular belts for different industrial applications?
When selecting modular belts for different industrial applications, several factors should be taken into consideration. Choosing the right modular belt requires evaluating the specific requirements of the application and matching them with the characteristics and capabilities of the belt. Here are some key factors to consider:
- Product Characteristics:
The nature of the products being conveyed is an important factor in modular belt selection. Consider the size, weight, shape, and surface properties of the products. For example, if conveying small items or products with irregular shapes, modular belts with smaller module sizes or specialized inserts may be required to ensure proper grip and stability. For heavy or bulky products, belts with higher load-carrying capacities and robust construction may be necessary.
- Operating Environment:
The operating environment plays a significant role in modular belt selection. Consider factors such as temperature, humidity, presence of liquids or chemicals, and exposure to abrasion or impact. Some modular belts are specifically designed to withstand extreme temperatures or harsh chemical environments. For applications where frequent washdowns are required, belts with high resistance to water and cleaning agents are essential. Additionally, if the application involves abrasive materials or heavy impact, belts with reinforced or wear-resistant modules should be considered.
- Conveyor Configuration:
The layout and configuration of the conveyor system should be considered when selecting a modular belt. Evaluate factors such as the presence of curves, inclines or declines, and the need for merging or diverting products. Modular belts offer flexibility and adaptability to different conveyor configurations, but it’s important to select a belt that can smoothly navigate the desired layout without causing product damage or operational issues. Belts with the appropriate module flexibility, pitch, and turning radius should be chosen for the specific conveyor configuration.
- Required Conveyor Performance:
Define the desired performance characteristics of the conveyor system. Consider factors such as speed, acceleration, and deceleration requirements. Modular belts have different capabilities regarding maximum speed and acceleration, and selecting a belt that can meet the performance demands of the application is crucial. Additionally, if the application requires precise indexing, positioning, or accumulation, modular belts with integrated features such as indexing modules or low back-pressure accumulation systems should be considered.
- Maintenance and Cleanability:
Assess the maintenance and cleanability requirements of the modular belt. Consider factors such as ease of cleaning, resistance to contaminants, and the ability to perform routine maintenance tasks. Modular belts with smooth and non-porous surfaces are easier to clean and resistant to bacterial growth. Belts that allow for easy access and module removal simplify maintenance activities, such as cleaning under the belt or replacing damaged modules. Considering the maintenance and cleanability features of the belt can contribute to overall operational efficiency and hygiene in industries with strict sanitation requirements.
- Industry Regulations and Standards:
Ensure that the selected modular belt meets relevant industry regulations and standards. Different industries, such as food processing, pharmaceuticals, and electronics, have specific requirements for material handling equipment. Compliance with regulations related to food safety, hygiene, electrical safety, and chemical resistance may be necessary. Look for modular belts that are certified or compliant with industry-specific standards to ensure they meet the necessary requirements and ensure product quality and safety.
- Budget and Total Cost of Ownership:
Consider the budget and the total cost of ownership over the belt’s lifespan. While upfront costs are important, it’s essential to evaluate the long-term durability, reliability, and maintenance requirements of the modular belt. A belt that offers extended service life, minimal downtime, and low maintenance needs may result in lower overall costs and higher operational efficiency in the long run.
By carefully considering these factors, it becomes possible to select a modular belt that is well-suited for the specific industrial application, ensuring optimal performance, longevity, and cost-effectiveness.
Can you explain the advantages of using modular belts in conveyor systems?
Using modular belts in conveyor systems offers several advantages over traditional conveyor belts. These advantages contribute to improved efficiency, flexibility, and ease of maintenance. Here are the key advantages of using modular belts:
- Versatility:
Modular belts are highly versatile and can be customized to suit specific application requirements. Their modular design allows for easy configuration, enabling the creation of conveyor systems of various sizes, shapes, and layouts. The interlocking modules can be easily added, removed, or repositioned, providing flexibility in adapting the conveyor system to changing needs or production processes.
- Enhanced Durability:
Modular belts are known for their durability and longevity. Made from robust plastic materials, such as polypropylene or polyethylene, they exhibit excellent resistance to wear, impact, and chemical substances. The interlocking modules distribute the load evenly across the belt, reducing stress on individual components and extending the belt’s lifespan. This durability translates to reduced maintenance requirements and lower overall operating costs.
- Easy Maintenance:
Maintenance of modular belts is relatively simple and convenient. The individual modules can be easily replaced if damaged or worn out, without the need to replace the entire belt. This modular replacement approach minimizes downtime and reduces maintenance costs. Additionally, modular belts have a smooth and non-porous surface, which makes them easy to clean and resistant to the accumulation of debris or contaminants, ensuring hygienic operation in industries such as food processing or pharmaceuticals.
- Accurate Tracking:
Modular belts have excellent tracking capabilities, meaning they can maintain proper alignment during operation. The interlocking modules ensure that the belt remains flat and stable, minimizing the risk of tracking issues or belt misalignment. Accurate tracking reduces the chances of product spillage, improves overall system efficiency, and prolongs the life of the belt and other conveyor components.
- Improved Product Handling:
The design of modular belts allows for precise control and handling of various products. The customizable surface patterns or configurations of the modules create specific gripping or friction characteristics that suit different materials or applications. This improves the stability and control of products during transportation, especially for inclined or declined conveyors. Modular belts can handle a wide range of products, from small items to large, heavy loads, without compromising performance.
- Reduced Noise and Vibrations:
Modular belts tend to generate less noise and vibrations compared to traditional conveyor belts. The interlocking modules and their design help dampen vibrations and minimize noise during operation. This is particularly beneficial in industrial environments where noise reduction is desired for worker comfort or to comply with noise regulations.
- Easy Integration:
Modular belts can be easily integrated with other conveyor components or systems. They can accommodate accessories such as side guides, cleats, or flights to facilitate specific material handling requirements. Additionally, modular belts can be seamlessly integrated with automation systems, sensors, or control devices, allowing for efficient and automated material flow and process control.
In summary, using modular belts in conveyor systems provides advantages such as versatility, enhanced durability, easy maintenance, accurate tracking, improved product handling, reduced noise and vibrations, and easy integration. These benefits make modular belts a preferred choice in various industries, enhancing overall productivity, efficiency, and reliability of conveyor systems.
editor by CX 2024-04-26
China factory Packing Machine Anti-Slip Modular Conveyor Belt (Hairise900) a car axle
Product Description
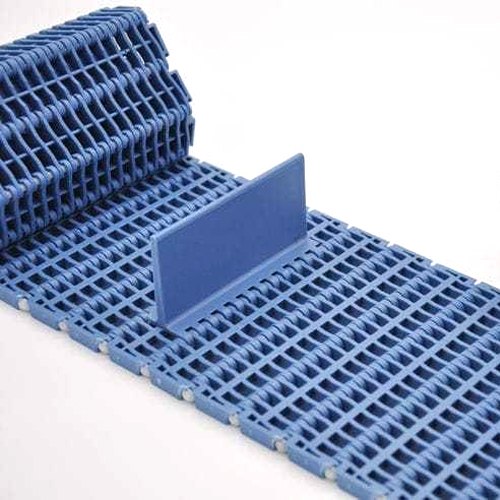
Packing Machine Anti-Slip Modular Conveyor Belt (Hairise900)
| 1 | Packing Machine anti-slip modular conveyor belt (Hairise900) | ||
| 2 | Material: PP | ||
| 3 | Pitch:27.2mm | ||
| 4 | Thicknes:12mm | ||
| 5 | Open area:0% | ||
| 6 | Processing: injection molding and accept customized | ||
| 7 | Hign quality Material :Dupont Delrin(providing certification) | ||
| 8 | Temperature: -40~90ºC | ||
| 9 | Application: Food & Beverage &Packing induatry conveying | ||
| 10 | Mass production in a short time&ensure high performance | ||
Advantages of the CZPT products:
1.this products are convenient to assembly and maintain
2.All color could be available
2.this modular conveyor belt can bear High mechanical strength
3.this modular conveyor belt has Excellent product handling performance
4.these modular conveyor belts are wear resistance and Oil Resistant
5.we are a professional conveyor system manufacturer, our product line contains modular belt, slat top chain, conveyor spare parts, conveyor system.
6.we can provide good after-sale service.
7.every product can be customized
Application:
Bakery, Dairy, Fruit, and Vegetable
We have extensive experience in developing specialized solutions tailored to the needs of many different Bakery industry segments: bread and bun, fresh pastry (oven and fried pastry), pizza, pasta (fresh and dry), frozen bread, frozen pastry, cookies, and crackers, with our material handling equipment conveyor systems conveyor plastic modular belt conveyor you can get surprised!
Meat Poultry Seafood
With belts and accessories designed to meet the specific needs of fruit and vegetable processing and packaging applications, CZPT is committed to helping customers achieve their operational and business goals.
Hairise continues to develop new and better ways for customers to increase throughput efficiency, improve sanitation, and reduce the costs of belt ownership.
Material handling equipment conveyor systems conveyor plastic modular belt conveyor technology to meet the specific challenges of seafood processors.
Ready Meals
Ready meal customers who equip their lines with CZPT Industrial plastic slat table top food grade conveyor chain realize many critical benefits, including:
·Reduced sanitation costs and improved food safety
·Improved line efficiency and maintain product alignment
·Reduced unscheduled downtime and reduced labor needs
Mu Jia Automation Technology(ZheJiang ) Co, Ltd.
MuJia is an integrated company engaged in the R&D, manufacture and sale of slat top chain,modular belt,conveyor system and other related components almost 20 years. Insisting on the operation principle of “Quality Based and Service First”, our company has won a high reputation through many years of development. We also cooperate with some well-known domestic and overseas enterprises.
Our head office located in ZheJiang ,new factory located in ZheJiang province,covers an areas of 15,000 square meter,there are 3 main buildings:office building,conveyor assembly workshop and production workshop.More than 10 machines for producing,many hundreds of item models for meeting customer variety requirements.Our main products are modular belt,slat top chain,flexible chain,conveyor system,comb,rail,sprocket and other conveyor related components.They are widely used in food, soft drink, packaging & manufacturing, tobacco, medicine & chemical, electronics, automobiles and logistics industries.
Our modular belt and conveyor equipments sell to every corners of country, with more than 200 primary agents and 400 special service centers. Besides, we exported to more than 40 countries and regions, such as Africa, Latin America, Southeast Asia, Middle East, Central Asia Europe and America and etc. What’s more, CZPT was proud to the ZheJiang equity trading custody center successfully Listed since 2008.
At the end of February, 2016, the covers area of 35,00 square meters CZPT headquarter Phase II Park was built up and used, which annual production capacity could be 10,000 loaders, modular belt conveyor and 3,000 conveyor systems . Then the north base of CZPT started siince early December of 2016, can offer 10,000 conveyor, plastic modular belt and 13,000 flexible chains piece year. The factory is located in Haian District, HangZhou City, ZheJiang Province, covers 300,000 square meters.
Orients to “Technologic Innovation, Industrial Upgrade, Managerial Optimization, Brand Leap” business policy, insist on the core value of “Integrity, Studious, Innovation, Courageous, Appreciate”, Hairisebelt will constantly optimize the industrial layout, improve the governance structure, boost the pace of construction, to create a century-old industry CZPT brand.
Q1. Where is your factory located? How can I visit there?
A: All our clients, from home or abroad, are warmly welcomed to visit us. Before you visit our company, we can connect by phone! Our company is located in ZheJiang , China, near the ZheJiang Xihu (West Lake) Dis.ao International Airport. And our factory is in ZheJiang HangZhou, we will arrange cars to there.
Q2. I don’t know what belt I currently use. Can you help me identify my belt?
A: Our online belt identifier can help you narrow down the series and style of your current belt. If you need more specific information on plastic conveyor chain belt parts manufacturers, contact me freely for plastic chains/ belts/ PU/PVC/Rubber belts/ other components and conveyors.
Q3. What can you do If the products were broken?
(1) If goods were broken once you bought from me,I would replace them freely according to the proven photos.
(2) If the goods were broken when you used, we could provide 5 year quality guarantee for plastic conveyor chain belt parts manufacturers under common working environment.
Q4. Does CZPT provide PDF files of products?
A: Yes, in our download center you can find PDF files for a large number of our products.If you can not find what you are looking for, send me your request by email or contact me on Wechat or Whatsapp freely.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Type: | POM/PP |
|---|---|
| Material: | Plastic |
| Inside Material: | Nylon |
| Feature: | Wear-Resistant |
| Tensile Strength: | Strong |
| Pitch: | 27.2mm |
| Samples: |
US$ 100/Square Meter
1 Square Meter(Min.Order) | |
|---|
| Customization: |
Available
| Customized Request |
|---|
Can modular belts be used in heavy-duty applications, such as mining or construction?
Yes, modular belts can be used in heavy-duty applications, including mining and construction. Here’s a detailed explanation:
Modular belts are designed to offer robust performance and durability, making them suitable for a wide range of industrial applications, including heavy-duty environments. In heavy-duty industries like mining and construction, where materials are often large, heavy, and abrasive, modular belts provide several advantages over traditional conveyor belt systems.
- Strength and Load Capacity:
Modular belts are engineered to handle heavy loads and withstand the demanding conditions encountered in mining and construction operations. They are constructed using high-strength materials, such as reinforced thermoplastics or metals, which offer excellent load-carrying capacity and resistance to impact and abrasion. This enables modular belts to transport heavy materials, such as ore, gravel, rocks, or construction aggregates, with ease and reliability.
- Flexibility and Adaptability:
Modular belts exhibit flexibility and adaptability, which are essential in heavy-duty applications. The modular design allows for easy customization of the belt width, length, and configuration to accommodate specific material handling requirements. Belt modules can be easily added, removed, or reconfigured to adapt to changes in the production process or conveyor layout. This flexibility enables modular belts to fit into existing conveyor systems or be designed for unique applications in mining and construction, optimizing material flow and operational efficiency.
- Resistance to Wear and Tear:
Heavy-duty applications expose conveyor belts to harsh conditions, including abrasive materials, impact, and high levels of mechanical stress. Modular belts are designed to withstand such wear and tear, thanks to their rugged construction and specialized surface features. The modules often have reinforced or textured surfaces that enhance grip and prevent material slippage, reducing the risk of belt damage or product spillage. Additionally, modular belts are resistant to abrasion and tearing, ensuring prolonged service life in challenging mining and construction environments.
- Chemical and Moisture Resistance:
In certain mining and construction applications, conveyor belts may encounter chemicals, moisture, or other environmental factors that can degrade the belt material. Modular belts are available in chemically resistant materials, such as polyethylene or polypropylene blends, which can withstand exposure to various chemicals and moisture without significant deterioration. This chemical and moisture resistance ensures that modular belts maintain their structural integrity and performance even in harsh operating conditions.
- Easy Maintenance and Repairs:
Maintenance and repair requirements are inevitable in heavy-duty applications. Modular belts offer advantages in terms of maintenance and repairs. The modular design allows for quick and cost-effective repairs, as individual modules can be replaced without replacing the entire belt. This reduces downtime and minimizes production disruptions. Additionally, modular belts are generally easier to clean and sanitize, contributing to overall maintenance efficiency in heavy-duty environments.
In summary, modular belts can indeed be used in heavy-duty applications, including mining and construction. Their strength, load capacity, flexibility, resistance to wear and tear, chemical and moisture resistance, and ease of maintenance make them a viable choice for efficiently handling heavy materials and operating reliably in demanding industrial settings.
Can modular belts be customized for specific industries or conveyor configurations?
Yes, modular belts can be customized to meet the specific requirements of different industries or conveyor configurations. The modular design of these belts allows for flexibility in tailoring them to specific applications, ensuring optimal performance and functionality. Here are some ways in which modular belts can be customized:
- Material Selection:
Modular belts can be customized by selecting the appropriate materials based on the industry or application requirements. Different industries have specific material handling needs, such as food processing, pharmaceuticals, automotive, or electronics. For example, in food processing, modular belts made of FDA-approved materials that are resistant to chemicals and easy to clean are often used. In industries where high temperatures or abrasive materials are present, modular belts with heat-resistant or wear-resistant materials can be selected. By choosing the right material, the belt can be customized to withstand the demands of the specific industry.
- Module Design:
The design of individual modules can be customized to enhance the performance of the modular belt. Modules come in various shapes, sizes, and surface textures to accommodate different product characteristics and conveyor requirements. For example, modules with cleats or flights can be added to provide better grip and prevent product slippage on inclined or declined conveyors. Modules with rollers or ball transfers can facilitate smoother product transfers between conveyors. By selecting or customizing the module design, the modular belt can be tailored to specific product handling needs and conveyor configurations.
- Accessories and Features:
Modular belts can be customized with accessories and features to enhance their functionality in specific industries or conveyor configurations. Accessories such as side guards, guide rails, or diverts can be added to ensure proper product orientation and containment. Additionally, specialized features like low back-pressure accumulation systems or indexing modules can be integrated into the belt to meet specific operational requirements. These customized accessories and features enable the modular belt to adapt to unique industry needs and conveyor system configurations.
- Size and Dimensions:
The size and dimensions of modular belts can be customized to fit specific conveyor configurations. The individual modules can be easily cut or extended to achieve the desired length of the belt. Additional modules can be added or removed to adjust the width of the belt according to the available space or product handling requirements. This customization allows the modular belt to seamlessly integrate into existing conveyor systems or be tailored to fit unique conveyor layouts.
- Specialized Belting Solutions:
Some modular belt manufacturers offer specialized belting solutions for specific industries or applications. These customized solutions are designed to address the unique challenges and requirements of particular industries, such as meat and poultry processing, baking, or automotive manufacturing. They may include features like antimicrobial coatings, high-temperature resistance, or specialized surface textures. These specialized belting solutions ensure that the modular belt is optimized for the specific industry or application, providing reliable and efficient performance.
In summary, modular belts can be customized for specific industries or conveyor configurations through material selection, module design, accessories and features, size and dimensions, and specialized belting solutions. This customization allows the modular belt to meet the unique needs of different industries and ensure optimal performance and functionality in diverse conveyor system applications.
Can you explain the advantages of using modular belts in conveyor systems?
Using modular belts in conveyor systems offers several advantages over traditional conveyor belts. These advantages contribute to improved efficiency, flexibility, and ease of maintenance. Here are the key advantages of using modular belts:
- Versatility:
Modular belts are highly versatile and can be customized to suit specific application requirements. Their modular design allows for easy configuration, enabling the creation of conveyor systems of various sizes, shapes, and layouts. The interlocking modules can be easily added, removed, or repositioned, providing flexibility in adapting the conveyor system to changing needs or production processes.
- Enhanced Durability:
Modular belts are known for their durability and longevity. Made from robust plastic materials, such as polypropylene or polyethylene, they exhibit excellent resistance to wear, impact, and chemical substances. The interlocking modules distribute the load evenly across the belt, reducing stress on individual components and extending the belt’s lifespan. This durability translates to reduced maintenance requirements and lower overall operating costs.
- Easy Maintenance:
Maintenance of modular belts is relatively simple and convenient. The individual modules can be easily replaced if damaged or worn out, without the need to replace the entire belt. This modular replacement approach minimizes downtime and reduces maintenance costs. Additionally, modular belts have a smooth and non-porous surface, which makes them easy to clean and resistant to the accumulation of debris or contaminants, ensuring hygienic operation in industries such as food processing or pharmaceuticals.
- Accurate Tracking:
Modular belts have excellent tracking capabilities, meaning they can maintain proper alignment during operation. The interlocking modules ensure that the belt remains flat and stable, minimizing the risk of tracking issues or belt misalignment. Accurate tracking reduces the chances of product spillage, improves overall system efficiency, and prolongs the life of the belt and other conveyor components.
- Improved Product Handling:
The design of modular belts allows for precise control and handling of various products. The customizable surface patterns or configurations of the modules create specific gripping or friction characteristics that suit different materials or applications. This improves the stability and control of products during transportation, especially for inclined or declined conveyors. Modular belts can handle a wide range of products, from small items to large, heavy loads, without compromising performance.
- Reduced Noise and Vibrations:
Modular belts tend to generate less noise and vibrations compared to traditional conveyor belts. The interlocking modules and their design help dampen vibrations and minimize noise during operation. This is particularly beneficial in industrial environments where noise reduction is desired for worker comfort or to comply with noise regulations.
- Easy Integration:
Modular belts can be easily integrated with other conveyor components or systems. They can accommodate accessories such as side guides, cleats, or flights to facilitate specific material handling requirements. Additionally, modular belts can be seamlessly integrated with automation systems, sensors, or control devices, allowing for efficient and automated material flow and process control.
In summary, using modular belts in conveyor systems provides advantages such as versatility, enhanced durability, easy maintenance, accurate tracking, improved product handling, reduced noise and vibrations, and easy integration. These benefits make modular belts a preferred choice in various industries, enhancing overall productivity, efficiency, and reliability of conveyor systems.
editor by CX 2024-04-26
China supplier Modular Plastic Portable Conveyor Belt for Parcel Sorting Machine Industry axle examples
Product Description
Plastic Modular Conveyor Belt for manufacturing
Advantages:
1 This modular conveyor belt are convenient to assembly and maintain
2. This modular conveyor belt can bear High mechanical strength
3. This modular conveyor belt has Excellent product handling performance
4. This modular conveyor belt are wear resistance and Oil Resistant
5. We are professional conveyor system manufacturer,our product line contain: modular belt, slat top chain, conveyor spare parts, conveyor system.
6. We can provide good after-sale service.
7. Every products can be customized
Application :
Specifications:
| Pitch(mm) | Open Area | Lock Style | Material | Rod Material | Tensile Strength N/M |
Mark |
| 50.8 | 0% | Lock Nail | POM | POM | 18300 | Flat Top |
| PP | POM | 23790 | ||||
| PE | POM | 21750 | ||||
| PA | PA | 25710 |
| Pitch(mm) | Open Area | Lock Style | Material | Rod Material | Tensile Strength N/M |
Mark |
| 25.4 | 0% | Lock Nail | POM | POM | 15300 | Roller Top |
| PP | PA | 18000 | ||||
| PE | PA | 10650 | ||||
| PA | PA | 25710 |
| Pitch(mm) | Open Area | Lock Style | Material | Rod Material | Tensile Strength N/M |
Mark |
| 45 | 52% | Lock Buttlon | POM | POM | 16950 | Roller Radius Flush Grid |
| PP | PA | 26700 | ||||
| PE | PA | 12750 | ||||
| PA | PA | 23100 |
| Pitch(mm) | Open Area | Lock Style | Material | Rod Material | Tensile Strength N/M |
Mark |
| 10 | 0% | Lock Free | POM | POM | 14820 | Flat Top |
| PP | PP | 11400 | ||||
| PE | PE | 6675 | ||||
| PA | PA | 16620 |
| Pitch(mm) | Open Area | Lock Style | Material | Rod Material | Tensile Strength N/M |
Mark |
| 25 | 35% | Lock Buttlon | POM | POM | 24600 | Flush Grid |
| PP | POM | 15150 | ||||
| PE | POM | 14700 | ||||
| PA | PA | 21750 |
| Pitch(mm) | Open Area | Lock Style | Material | Rod Material | Tensile Strength N/M |
Mark |
| 19 | 16% | Lock Nail | POM | POM | 25710 | Flush Grid |
| PP | POM | 14175 | ||||
| PE | POM | 12150 | ||||
| PA | PA | 15000 |
Product display:
Exhibitions:
Our workshop:
Package delivery:
Company Introduction:
Xihu (West Lake) Dis. Xihu (West Lake) Dis. Industrial Co., Ltd., founded in 1998, is located in HangZhou. The company covers a total area of 14000 square meters. It is a high-tech enterprise integrating scientific research and development, engineering design, production and installation, and commissioning services.It is a set of independent research and development, production, processing, sales as 1 of the automation equipment and machinery manufacturers.
If you order from us, we are sure that you will be greatly satisfied with our products and the most competitive price.We are mainly majored in Conveyor Equipments for nearly 20 years so you can be relieved for our products. We are very looking forward to receive your any enquiries or orders. /* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Type: | 1000 |
|---|---|
| Material: | Metal |
| Inside Material: | Plastic |
| Feature: | Oil-Resistant, Acid And Alkali Resistant, Tear-Resistant, Heat-Resistant, Cold-Resistant, Wear-Resistant |
| Tensile Strength: | Strong |
| Backflex Radius: | 25mm |
| Samples: |
US$ 0/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
| Customized Request |
|---|
Are there sustainability aspects associated with the use of modular belts in material handling systems?
Yes, there are sustainability aspects associated with the use of modular belts in material handling systems. Here’s a detailed explanation:
The adoption of modular belts in material handling systems brings several sustainability benefits, addressing environmental, social, and economic aspects of sustainability.
- Resource Efficiency:
Modular belts are designed to optimize resource efficiency during their production and use. The manufacturing process of modular belts has become more environmentally friendly, with advancements in materials and production techniques. Manufacturers are increasingly utilizing recycled materials in the production of modular belts, reducing the demand for virgin resources. Additionally, modular belts often have a longer service life compared to traditional conveyor belts, reducing the frequency of replacements and the associated resource consumption.
- Energy Efficiency:
Modular belts contribute to energy efficiency in material handling systems. Their low friction characteristics and optimized design features minimize energy losses during operation. Reduced friction between the belt and conveyor components results in lower power requirements for driving the belt, leading to energy savings. The use of precise sprocket engagement and accurate belt tracking also helps to optimize power transmission and minimize energy waste. Overall, the energy efficiency of modular belts contributes to lower operational costs and reduced environmental impact.
- Waste Reduction:
Modular belts are designed for durability and longevity, resulting in reduced waste generation. Their robust construction and resistance to wear and tear extend their service life, reducing the frequency of belt replacements. Moreover, modular belts are often repairable, with the ability to replace individual modules or segments instead of replacing the entire belt. This repairability reduces waste generation and promotes a more sustainable approach to maintenance and replacement in material handling systems.
- Hygiene and Cleanability:
Hygiene is a significant aspect of sustainability in industries such as food processing and pharmaceuticals. Modular belts are designed with cleanability in mind, featuring smooth surfaces and reduced crevices where contaminants can accumulate. This design minimizes the risk of bacterial growth and improves food safety compliance. Additionally, some modular belts incorporate antimicrobial additives that further enhance hygiene and reduce the need for chemical cleaning agents. The improved cleanability of modular belts contributes to sustainable operations by ensuring product integrity, reducing waste due to contamination, and minimizing the use of cleaning chemicals.
- Adaptability and Flexibility:
Modular belts offer adaptability and flexibility in material handling systems, contributing to sustainability. Their modular design allows for easy customization and reconfiguration, enabling efficient use of space and resources. Modular belts can be easily integrated into existing conveyor systems or designed for unique applications, optimizing material flow and reducing the need for extensive system modifications or new installations. This adaptability and flexibility result in resource savings and increased operational efficiency, aligning with sustainable practices.
- Recyclability:
Many modular belts are made from recyclable materials, contributing to the circular economy. At the end of their service life, modular belts can be recycled and processed into new products, reducing waste and conserving resources. The recyclability of modular belts aligns with sustainable waste management practices and reduces the environmental impact associated with belt disposal.
In summary, the use of modular belts in material handling systems offers several sustainability aspects. These include resource efficiency, energy efficiency, waste reduction, improved hygiene and cleanability, adaptability and flexibility, and recyclability. By incorporating modular belts into their operations, companies can reduce their environmental footprint, lower energy consumption, minimize waste generation, and promote sustainable practices in material handling processes.
Can you provide examples of products or machinery that use modular belts for conveying materials?
Modular belts are widely used in various industries and applications for conveying materials. They are employed in a range of products and machinery to ensure efficient and reliable material handling. Here are some examples of products and machinery that utilize modular belts:
- Food Processing Equipment:
In the food processing industry, modular belts are extensively used in equipment such as conveyors, sorting systems, and packaging machines. They are employed to transport a wide range of food products, including baked goods, fruits and vegetables, meat and poultry, dairy products, and packaged snacks. Modular belts help ensure hygienic and gentle handling of food items, as well as facilitate efficient product flow during processing, sorting, and packaging operations.
- Beverage Bottling Lines:
In beverage bottling plants, modular belts are commonly integrated into conveyor systems for the transportation of bottles, cans, and other containers. They are utilized in various stages of the bottling process, including filling, capping, labeling, and packaging. Modular belts provide a smooth and reliable conveying surface, allowing for seamless movement of containers and ensuring precise alignment during filling and capping operations.
- Automotive Manufacturing:
In automotive manufacturing facilities, modular belts are utilized in assembly lines and material handling systems. They are employed to convey various automotive components, such as engines, transmissions, chassis parts, and interior components. Modular belts offer flexibility in configuring conveyor systems to accommodate different assembly processes and part sizes. They help streamline production and facilitate the efficient transfer of components between workstations.
- Pharmaceutical Production:
In the pharmaceutical industry, modular belts play a crucial role in conveying materials during the production of medications and medical devices. They are used in processes such as tablet and capsule handling, packaging, and labeling. Modular belts provide a clean and hygienic conveying surface, ensuring compliance with strict regulatory requirements. They enable precise positioning of pharmaceutical products during packaging and facilitate efficient material flow in pharmaceutical production lines.
- E-commerce and Logistics:
In e-commerce warehouses, distribution centers, and logistics facilities, modular belts are employed in conveyor systems for the sorting, merging, and transportation of packages and parcels. They are used to handle a wide variety of products, including boxes, cartons, totes, and polybags. Modular belts offer a reliable and flexible conveying solution in high-throughput environments, enabling efficient order fulfillment and smooth material flow in the logistics and supply chain industry.
- Packaging Machinery:
Modular belts are extensively integrated into packaging machinery, such as form-fill-seal machines, carton erectors, case packers, and palletizers. They are used to transport packaging materials, primary and secondary packaging, and finished products. Modular belts help ensure precise and synchronized movement of packages during the packaging process, optimizing productivity and minimizing product damage.
- Agricultural Equipment:
In the agricultural sector, modular belts are utilized in equipment such as harvesters, seed processing machines, and sorting systems. They are employed to handle crops, seeds, and other agricultural products during harvesting, processing, and packaging operations. Modular belts provide reliable conveying surfaces that can withstand outdoor conditions and facilitate the efficient movement of agricultural materials.
- Material Handling in Warehouses:
Modular belts are used in warehouse material handling systems, including conveyor systems for order picking, sorting, and distribution. They are employed to transport a wide range of products, including packages, cartons, and bins. Modular belts offer customization options to meet specific warehouse requirements, such as the ability to handle different product sizes and weights, adapt to varying layouts, and provide reliable and efficient material flow.
These are just a few examples of the many products and machinery that utilize modular belts for conveying materials. The versatility, reliability, and customization options of modular belts make them a popular choice in various industries where efficient and precise material handling is essential.
In what industries are modular belts commonly employed for material handling?
Modular belts find wide application in various industries where efficient and reliable material handling is essential. The versatility, durability, and customizable nature of modular belts make them suitable for diverse handling needs. Here are some industries where modular belts are commonly employed:
- Food and Beverage:
The food and beverage industry extensively utilizes modular belts for material handling. These belts are ideal for transporting food products, including baked goods, fruits, vegetables, meat, poultry, and packaged items. Modular belts with specialized surface patterns or coatings ensure gentle handling, prevent product damage, and meet hygiene requirements. They are also resistant to chemicals and can withstand washdown procedures, making them suitable for food processing and packaging applications.
- Packaging and Logistics:
Modular belts play a crucial role in the packaging and logistics industry. They are commonly used in conveyor systems for packaging, sorting, and distribution operations. Modular belts provide reliable transportation of items, such as boxes, cartons, bags, and parcels. The ability to customize the belt’s surface and accessories allows for efficient sorting, merging, and diverting of products. Modular belts also facilitate accumulation and indexing, enabling smooth flow control in packaging lines and distribution centers.
- Automotive and Manufacturing:
In the automotive and manufacturing industries, modular belts are employed for handling various components and assemblies. They are used in assembly lines, machining operations, and material transfer processes. Modular belts can handle heavy loads and provide precise positioning, ensuring smooth and efficient movement of automotive parts, machinery components, and other manufactured goods. The durability of modular belts allows them to withstand the demanding conditions of manufacturing environments.
- Airport and Baggage Handling:
Modular belts play a critical role in airport baggage handling systems. They are used to transport luggage and other items through conveyor systems, including check-in areas, security checkpoints, and baggage claim areas. Modular belts with low-friction surfaces and gentle handling characteristics ensure the safe and efficient movement of baggage, reducing the risk of damage. The ability to accommodate inclines, declines, and curves makes modular belts suitable for complex airport layouts and varying elevation changes.
- Pharmaceutical and Healthcare:
The pharmaceutical and healthcare industries rely on modular belts for material handling in various processes. Modular belts are used in pharmaceutical manufacturing, packaging, and distribution facilities. They provide a clean and hygienic solution for transporting medications, medical devices, and healthcare products. Modular belts with antimicrobial properties or easy-to-clean surfaces support the industry’s stringent hygiene standards. These belts also facilitate the precise positioning and handling of delicate or sensitive pharmaceutical products.
- E-commerce and Retail:
In the e-commerce and retail sectors, modular belts are utilized for efficient material handling in warehouses, fulfillment centers, and distribution hubs. They enable the movement of packages, boxes, and totes along conveyor systems, ensuring timely order fulfillment and shipping. Modular belts with high load capacities and customizable configurations allow for the handling of a wide range of products, from small items to larger merchandise. The modular design of these belts also enables easy integration with automated systems, such as barcode scanners and robotic pick-and-place systems.
- General Manufacturing:
Modular belts find applications in general manufacturing industries, including electronics, consumer goods, textiles, and more. They are used for material handling in assembly lines, testing processes, and product packaging. The flexibility and adaptability of modular belts make them suitable for diverse manufacturing environments and product types. Modular belts can handle both lightweight and heavy items, making them versatile for a wide range of manufacturing applications.
These are just a few examples of the industries where modular belts are commonly employed for material handling. The modular design, durability, and customizable features of these belts make them a preferred choice for efficient and reliable transportation of goods in various industrial sectors.
editor by CX 2024-04-11
China high quality Flat Top Modular Belt Pitch 19.05mm for Filling Machine axle assembly
Product Description
FAQ
Q1:Are you a trading company or factory?
A: Xihu (West Lake) Dis. Xihu (West Lake) Dis. Industrial Co., Ltd. has factories located in ZheJiang China, We supply high quality equipment with factory price, and owns export and import rights.
Q2:What product do you manufacture?
A:Xihu (West Lake) Dis. Xihu (West Lake) Dis. Industrial Co., Ltd. is a professional manufacturer of food machinery, glass machinery, mesh belt, mesh chain, chain, chain plate, conveyor and other mechanical equipment.
Q3:What is the payment term?
A:We accept T/T, W/U, L/C, DP and so on.
Q5: What is the delivery time?
A: It takes about 5~15 days usually after receipt of your deposit. /* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Type: | 1000 |
|---|---|
| Material: | Metal |
| Inside Material: | Plastic |
| Feature: | Oil-Resistant, Acid And Alkali Resistant, Tear-Resistant, Heat-Resistant, Cold-Resistant, Wear-Resistant |
| Tensile Strength: | Strong |
| Backflex Radius: | 25mm |
| Samples: |
US$ 0/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
| Customized Request |
|---|
Can you provide insights into the future trends and developments in modular belt technology?
In the future, modular belt technology is expected to continue evolving and adapting to advancements in material science, automation, and industry requirements. Here are some insights into the future trends and developments in modular belt technology:
- Advanced Materials:
The development of new materials and composites is likely to play a significant role in the future of modular belt technology. Manufacturers are continually exploring materials with enhanced strength, wear resistance, and chemical resistance properties. Advanced materials, such as high-performance polymers and reinforced fibers, may be utilized to create modular belts that can withstand even more demanding operating conditions and extend their service life. Additionally, the use of sustainable and recyclable materials may become more prevalent to align with environmental goals and regulations.
- Smart and Connected Belts:
The integration of smart and connected technologies is expected to shape the future of modular belt systems. Sensors and monitoring devices can be incorporated into modular belts to provide real-time data on belt health, performance, and maintenance requirements. This data can be used to optimize operations, predict maintenance needs, and improve overall system efficiency. Smart belts can also enable better tracking and tracing of products, enhancing supply chain transparency and quality control.
- Automation and Robotics:
The increasing adoption of automation and robotics in material handling will likely influence the development of modular belt technology. Modular belts can integrate seamlessly with automated systems, allowing for efficient and precise movement of products. Future modular belt systems may be designed to accommodate robotic interfaces, enabling collaborative or fully automated material handling processes. This integration can improve productivity, reduce labor requirements, and enhance workplace safety.
- Enhanced Performance Features:
Future modular belt systems may incorporate enhanced performance features to cater to specific industry needs. This could include specialized surface coatings for improved grip or reduced friction, modular designs with customizable shapes and sizes, or innovative mechanisms for quick and tool-less belt assembly and disassembly. Manufacturers will likely continue to focus on developing features that enhance belt performance, durability, and ease of maintenance, allowing for more efficient and reliable material handling operations.
- Energy Efficiency and Sustainability:
Energy efficiency and sustainability will remain important considerations in future modular belt technology. Manufacturers may further optimize belt designs to minimize friction and energy consumption, improving overall system efficiency. Additionally, the use of eco-friendly materials and the incorporation of sustainable practices, such as recycling and waste reduction, are likely to be emphasized to align with global sustainability goals. The development of modular belts that contribute to a circular economy by being easily recyclable or biodegradable may also be explored.
Overall, future trends in modular belt technology will revolve around advanced materials, smart and connected capabilities, automation and robotics integration, enhanced performance features, and a continued focus on energy efficiency and sustainability. These developments aim to meet the evolving needs of industries, optimize material handling processes, and contribute to more efficient, sustainable, and intelligent conveyor systems.
What factors should be considered when selecting modular belts for different industrial applications?
When selecting modular belts for different industrial applications, several factors should be taken into consideration. Choosing the right modular belt requires evaluating the specific requirements of the application and matching them with the characteristics and capabilities of the belt. Here are some key factors to consider:
- Product Characteristics:
The nature of the products being conveyed is an important factor in modular belt selection. Consider the size, weight, shape, and surface properties of the products. For example, if conveying small items or products with irregular shapes, modular belts with smaller module sizes or specialized inserts may be required to ensure proper grip and stability. For heavy or bulky products, belts with higher load-carrying capacities and robust construction may be necessary.
- Operating Environment:
The operating environment plays a significant role in modular belt selection. Consider factors such as temperature, humidity, presence of liquids or chemicals, and exposure to abrasion or impact. Some modular belts are specifically designed to withstand extreme temperatures or harsh chemical environments. For applications where frequent washdowns are required, belts with high resistance to water and cleaning agents are essential. Additionally, if the application involves abrasive materials or heavy impact, belts with reinforced or wear-resistant modules should be considered.
- Conveyor Configuration:
The layout and configuration of the conveyor system should be considered when selecting a modular belt. Evaluate factors such as the presence of curves, inclines or declines, and the need for merging or diverting products. Modular belts offer flexibility and adaptability to different conveyor configurations, but it’s important to select a belt that can smoothly navigate the desired layout without causing product damage or operational issues. Belts with the appropriate module flexibility, pitch, and turning radius should be chosen for the specific conveyor configuration.
- Required Conveyor Performance:
Define the desired performance characteristics of the conveyor system. Consider factors such as speed, acceleration, and deceleration requirements. Modular belts have different capabilities regarding maximum speed and acceleration, and selecting a belt that can meet the performance demands of the application is crucial. Additionally, if the application requires precise indexing, positioning, or accumulation, modular belts with integrated features such as indexing modules or low back-pressure accumulation systems should be considered.
- Maintenance and Cleanability:
Assess the maintenance and cleanability requirements of the modular belt. Consider factors such as ease of cleaning, resistance to contaminants, and the ability to perform routine maintenance tasks. Modular belts with smooth and non-porous surfaces are easier to clean and resistant to bacterial growth. Belts that allow for easy access and module removal simplify maintenance activities, such as cleaning under the belt or replacing damaged modules. Considering the maintenance and cleanability features of the belt can contribute to overall operational efficiency and hygiene in industries with strict sanitation requirements.
- Industry Regulations and Standards:
Ensure that the selected modular belt meets relevant industry regulations and standards. Different industries, such as food processing, pharmaceuticals, and electronics, have specific requirements for material handling equipment. Compliance with regulations related to food safety, hygiene, electrical safety, and chemical resistance may be necessary. Look for modular belts that are certified or compliant with industry-specific standards to ensure they meet the necessary requirements and ensure product quality and safety.
- Budget and Total Cost of Ownership:
Consider the budget and the total cost of ownership over the belt’s lifespan. While upfront costs are important, it’s essential to evaluate the long-term durability, reliability, and maintenance requirements of the modular belt. A belt that offers extended service life, minimal downtime, and low maintenance needs may result in lower overall costs and higher operational efficiency in the long run.
By carefully considering these factors, it becomes possible to select a modular belt that is well-suited for the specific industrial application, ensuring optimal performance, longevity, and cost-effectiveness.
In what industries are modular belts commonly employed for material handling?
Modular belts find wide application in various industries where efficient and reliable material handling is essential. The versatility, durability, and customizable nature of modular belts make them suitable for diverse handling needs. Here are some industries where modular belts are commonly employed:
- Food and Beverage:
The food and beverage industry extensively utilizes modular belts for material handling. These belts are ideal for transporting food products, including baked goods, fruits, vegetables, meat, poultry, and packaged items. Modular belts with specialized surface patterns or coatings ensure gentle handling, prevent product damage, and meet hygiene requirements. They are also resistant to chemicals and can withstand washdown procedures, making them suitable for food processing and packaging applications.
- Packaging and Logistics:
Modular belts play a crucial role in the packaging and logistics industry. They are commonly used in conveyor systems for packaging, sorting, and distribution operations. Modular belts provide reliable transportation of items, such as boxes, cartons, bags, and parcels. The ability to customize the belt’s surface and accessories allows for efficient sorting, merging, and diverting of products. Modular belts also facilitate accumulation and indexing, enabling smooth flow control in packaging lines and distribution centers.
- Automotive and Manufacturing:
In the automotive and manufacturing industries, modular belts are employed for handling various components and assemblies. They are used in assembly lines, machining operations, and material transfer processes. Modular belts can handle heavy loads and provide precise positioning, ensuring smooth and efficient movement of automotive parts, machinery components, and other manufactured goods. The durability of modular belts allows them to withstand the demanding conditions of manufacturing environments.
- Airport and Baggage Handling:
Modular belts play a critical role in airport baggage handling systems. They are used to transport luggage and other items through conveyor systems, including check-in areas, security checkpoints, and baggage claim areas. Modular belts with low-friction surfaces and gentle handling characteristics ensure the safe and efficient movement of baggage, reducing the risk of damage. The ability to accommodate inclines, declines, and curves makes modular belts suitable for complex airport layouts and varying elevation changes.
- Pharmaceutical and Healthcare:
The pharmaceutical and healthcare industries rely on modular belts for material handling in various processes. Modular belts are used in pharmaceutical manufacturing, packaging, and distribution facilities. They provide a clean and hygienic solution for transporting medications, medical devices, and healthcare products. Modular belts with antimicrobial properties or easy-to-clean surfaces support the industry’s stringent hygiene standards. These belts also facilitate the precise positioning and handling of delicate or sensitive pharmaceutical products.
- E-commerce and Retail:
In the e-commerce and retail sectors, modular belts are utilized for efficient material handling in warehouses, fulfillment centers, and distribution hubs. They enable the movement of packages, boxes, and totes along conveyor systems, ensuring timely order fulfillment and shipping. Modular belts with high load capacities and customizable configurations allow for the handling of a wide range of products, from small items to larger merchandise. The modular design of these belts also enables easy integration with automated systems, such as barcode scanners and robotic pick-and-place systems.
- General Manufacturing:
Modular belts find applications in general manufacturing industries, including electronics, consumer goods, textiles, and more. They are used for material handling in assembly lines, testing processes, and product packaging. The flexibility and adaptability of modular belts make them suitable for diverse manufacturing environments and product types. Modular belts can handle both lightweight and heavy items, making them versatile for a wide range of manufacturing applications.
These are just a few examples of the industries where modular belts are commonly employed for material handling. The modular design, durability, and customizable features of these belts make them a preferred choice for efficient and reliable transportation of goods in various industrial sectors.
editor by CX 2024-04-03
China Good quality Very Popular PP/POM Flat Modular Plastic Belt for Conveyor Machine detroit axle
Product Description
Product Description
Overview
Quick Details:
Applicable Industries: Manufacturing Plant, Food & Beverage Factory
Material: POM/PP
Material Feature: Heat Resistant
Voltage: 110V/220V/380V/Customized
Power(W): 0.4kW – 22kW
Dimension(L*W*H): Customer request
After-sales Service Provided: Free spare parts
Product name: Conveyor Modular Belt
Size: Customer`s Requirement
Load Capacity: Heavy Duty
Business type: Manufacturer
Belt material: PP/POM
Usage: Workshops Continual Conveying
Product Show
Application:
Widely used in bottles, aluminum cans, pharmaceuticals, cosmetics and food industries, according to choose different modular belt to be made into storage bottle machine, incline machine, sterilization machine, vegetable washing machine, cold bottle machine and meat industries equipment.
Company Introduction
CZPT have been operating in the logistical field for several years from now, so gaining thus wide experience. Our company main product all kinds of logistic transportation equipment, the accessories of food, drink, and medicine.
Our company sticks to excellent quality, good reputation, serious manage and passionate service, quality products to let you satisfied.
Our Workshop
Our Exhibition
Our Customer
Related Products
Why choose us
1.Good quality: Our products are excellent quality and reasonable price, so well-konw domestic and foreign customers.
2.Factory price: Low cost and reasonable profit make our price is competitive.
3.Low MOQ: We will accept any order, if just one.
4.complete product line: You can purchase almost all kind of products related to conveyor from us.
5.Customization’s acceptance: You can customize products according to your non-standard specification or special requirement.
6.Good service: Good faith and enthusiastic are our promise.
6.Sufficient stocks for standard components, so we may meet your urgent needs.
7.Trade assurance, we are 1 of Alibaba Golden Suppliers which own high reputation and trade assurance.
Our Service
Quick Response:
1>We highly appreciate your enquiry by email,telephone,online methods..
2>We will reply your email or telephone within 24 hours.
3>Pls feel free to contact us at any time if there is any questions.
Technical support and quality control:
We are a professional manufacturer of conveyor parts and conveyor system line. There are 10 high-quality engineers and designers for great technical backup. Meanwhile, Quality Control Dept. make the test of part and machine to ensure the high quality.
Kindly feel free to talk with me if you have any question or requirements.
Contact person: CZPT He
Mobile :
our company website:( ) /* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Type: | Modular Belt |
|---|---|
| Material: | Plastic |
| Feature: | Wear-Resistant |
| Tensile Strength: | Strong |
| Condition: | New |
| Size: | Customized |
| Samples: |
US$ 0.01/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
| Customized Request |
|---|
Can you provide insights into the future trends and developments in modular belt technology?
In the future, modular belt technology is expected to continue evolving and adapting to advancements in material science, automation, and industry requirements. Here are some insights into the future trends and developments in modular belt technology:
- Advanced Materials:
The development of new materials and composites is likely to play a significant role in the future of modular belt technology. Manufacturers are continually exploring materials with enhanced strength, wear resistance, and chemical resistance properties. Advanced materials, such as high-performance polymers and reinforced fibers, may be utilized to create modular belts that can withstand even more demanding operating conditions and extend their service life. Additionally, the use of sustainable and recyclable materials may become more prevalent to align with environmental goals and regulations.
- Smart and Connected Belts:
The integration of smart and connected technologies is expected to shape the future of modular belt systems. Sensors and monitoring devices can be incorporated into modular belts to provide real-time data on belt health, performance, and maintenance requirements. This data can be used to optimize operations, predict maintenance needs, and improve overall system efficiency. Smart belts can also enable better tracking and tracing of products, enhancing supply chain transparency and quality control.
- Automation and Robotics:
The increasing adoption of automation and robotics in material handling will likely influence the development of modular belt technology. Modular belts can integrate seamlessly with automated systems, allowing for efficient and precise movement of products. Future modular belt systems may be designed to accommodate robotic interfaces, enabling collaborative or fully automated material handling processes. This integration can improve productivity, reduce labor requirements, and enhance workplace safety.
- Enhanced Performance Features:
Future modular belt systems may incorporate enhanced performance features to cater to specific industry needs. This could include specialized surface coatings for improved grip or reduced friction, modular designs with customizable shapes and sizes, or innovative mechanisms for quick and tool-less belt assembly and disassembly. Manufacturers will likely continue to focus on developing features that enhance belt performance, durability, and ease of maintenance, allowing for more efficient and reliable material handling operations.
- Energy Efficiency and Sustainability:
Energy efficiency and sustainability will remain important considerations in future modular belt technology. Manufacturers may further optimize belt designs to minimize friction and energy consumption, improving overall system efficiency. Additionally, the use of eco-friendly materials and the incorporation of sustainable practices, such as recycling and waste reduction, are likely to be emphasized to align with global sustainability goals. The development of modular belts that contribute to a circular economy by being easily recyclable or biodegradable may also be explored.
Overall, future trends in modular belt technology will revolve around advanced materials, smart and connected capabilities, automation and robotics integration, enhanced performance features, and a continued focus on energy efficiency and sustainability. These developments aim to meet the evolving needs of industries, optimize material handling processes, and contribute to more efficient, sustainable, and intelligent conveyor systems.
Can you provide examples of products or machinery that use modular belts for conveying materials?
Modular belts are widely used in various industries and applications for conveying materials. They are employed in a range of products and machinery to ensure efficient and reliable material handling. Here are some examples of products and machinery that utilize modular belts:
- Food Processing Equipment:
In the food processing industry, modular belts are extensively used in equipment such as conveyors, sorting systems, and packaging machines. They are employed to transport a wide range of food products, including baked goods, fruits and vegetables, meat and poultry, dairy products, and packaged snacks. Modular belts help ensure hygienic and gentle handling of food items, as well as facilitate efficient product flow during processing, sorting, and packaging operations.
- Beverage Bottling Lines:
In beverage bottling plants, modular belts are commonly integrated into conveyor systems for the transportation of bottles, cans, and other containers. They are utilized in various stages of the bottling process, including filling, capping, labeling, and packaging. Modular belts provide a smooth and reliable conveying surface, allowing for seamless movement of containers and ensuring precise alignment during filling and capping operations.
- Automotive Manufacturing:
In automotive manufacturing facilities, modular belts are utilized in assembly lines and material handling systems. They are employed to convey various automotive components, such as engines, transmissions, chassis parts, and interior components. Modular belts offer flexibility in configuring conveyor systems to accommodate different assembly processes and part sizes. They help streamline production and facilitate the efficient transfer of components between workstations.
- Pharmaceutical Production:
In the pharmaceutical industry, modular belts play a crucial role in conveying materials during the production of medications and medical devices. They are used in processes such as tablet and capsule handling, packaging, and labeling. Modular belts provide a clean and hygienic conveying surface, ensuring compliance with strict regulatory requirements. They enable precise positioning of pharmaceutical products during packaging and facilitate efficient material flow in pharmaceutical production lines.
- E-commerce and Logistics:
In e-commerce warehouses, distribution centers, and logistics facilities, modular belts are employed in conveyor systems for the sorting, merging, and transportation of packages and parcels. They are used to handle a wide variety of products, including boxes, cartons, totes, and polybags. Modular belts offer a reliable and flexible conveying solution in high-throughput environments, enabling efficient order fulfillment and smooth material flow in the logistics and supply chain industry.
- Packaging Machinery:
Modular belts are extensively integrated into packaging machinery, such as form-fill-seal machines, carton erectors, case packers, and palletizers. They are used to transport packaging materials, primary and secondary packaging, and finished products. Modular belts help ensure precise and synchronized movement of packages during the packaging process, optimizing productivity and minimizing product damage.
- Agricultural Equipment:
In the agricultural sector, modular belts are utilized in equipment such as harvesters, seed processing machines, and sorting systems. They are employed to handle crops, seeds, and other agricultural products during harvesting, processing, and packaging operations. Modular belts provide reliable conveying surfaces that can withstand outdoor conditions and facilitate the efficient movement of agricultural materials.
- Material Handling in Warehouses:
Modular belts are used in warehouse material handling systems, including conveyor systems for order picking, sorting, and distribution. They are employed to transport a wide range of products, including packages, cartons, and bins. Modular belts offer customization options to meet specific warehouse requirements, such as the ability to handle different product sizes and weights, adapt to varying layouts, and provide reliable and efficient material flow.
These are just a few examples of the many products and machinery that utilize modular belts for conveying materials. The versatility, reliability, and customization options of modular belts make them a popular choice in various industries where efficient and precise material handling is essential.
What are modular belts, and how are they used in industrial applications?
Modular belts are conveyor belts composed of individual interlocking modules or links. These modules are typically made of durable plastic materials, such as polypropylene or polyethylene, and feature a variety of surface patterns or configurations. Modular belts are widely used in industrial applications for their versatility, durability, and ease of maintenance. Here is an overview of modular belts and their uses in industrial settings:
- Structure and Design:
Modular belts consist of individual modules that are linked together to form a continuous belt. Each module has built-in hinges or connecting rods that allow for easy assembly and disassembly. The modules are usually flat or slightly curved, and their surface can be customized with different patterns, textures, or accessories to suit specific application requirements. The modular design provides flexibility in terms of belt width, length, and configuration, making it adaptable to various industrial applications.
- Material Handling:
One of the primary uses of modular belts in industrial applications is for material handling. They are commonly employed in conveyor systems for the transportation of goods, products, or components. Modular belts offer smooth and consistent movement, allowing for the efficient transfer of materials from one point to another. They can handle a wide range of loads, from lightweight packages to heavy bulk materials, making them suitable for diverse industries such as manufacturing, logistics, food processing, and automotive.
- Accumulation and Sorting:
Modular belts are often utilized in accumulation and sorting applications. The interlocking modules create a flat and even surface, which enables products to accumulate without interference. This feature is particularly useful in assembly lines or distribution centers, where items need to be temporarily stored or grouped before further processing or sorting. The modular design allows for easy integration with other equipment, such as sensors or diverters, to facilitate automated sorting or routing of products based on specific criteria.
- Inclined or Declined Transport:
Modular belts are well-suited for inclined or declined transport applications. The interlocking modules ensure that products remain stable and do not slide or roll during vertical or angled movement. This makes modular belts ideal for applications such as elevating or lowering products between different levels of a production facility or warehouse. The customizable surface patterns of the modules can provide additional grip or friction, further enhancing the belt’s ability to handle inclined or declined transport of goods.
- Hygienic and Sanitary Applications:
Modular belts are widely used in industries that require hygienic or sanitary conditions, such as the food and beverage or pharmaceutical sectors. The smooth and non-porous surface of modular belts is easy to clean and resistant to the accumulation of debris, moisture, or bacteria. They can withstand frequent washdowns or sanitization processes without compromising their structural integrity. Additionally, the modular design allows for quick and straightforward module replacement in case of damage or contamination.
- Specialized Applications:
Modular belts find applications in specialized industrial processes as well. For example, they are used in high-temperature environments, such as baking or heat-treatment ovens, where traditional conveyor belts may not be suitable. Modular belts can withstand elevated temperatures without deformation or degradation. They are also utilized in applications that require tight transfers or small product gaps, such as in the packaging industry, where precise positioning and spacing of products are crucial.
In summary, modular belts are conveyor belts composed of individual interlocking modules. They are used in various industrial applications, including material handling, accumulation and sorting, inclined or declined transport, hygienic and sanitary environments, and specialized processes. The modular design, durability, and ease of maintenance make them a versatile and reliable solution for diverse industrial sectors.
editor by CX 2024-03-26
China Best Sales Plastic Chain Conveyor Belt Food Grade PP Material Flat Top Plastic Modular Belt for Conveyor Machine with Good quality
Product Description
Plastic Modular Conveyor Belt for manufacturing
Advantages:
1 This modular conveyor belt are convenient to assembly and maintain
2. This modular conveyor belt can bear High mechanical strength
3. This modular conveyor belt has Excellent product handling performance
4. This modular conveyor belt are wear resistance and Oil Resistant
5. We are professional conveyor system manufacturer,our product line contain: modular belt, slat top chain, conveyor spare parts, conveyor system.
6. We can provide good after-sale service.
7. Every products can be customized
Application :
Specifications:
| Pitch(mm) | Open Area | Lock Style | Material | Rod Material | Tensile Strength N/M |
Mark |
| 50.8 | 0% | Lock Nail | POM | POM | 18300 | Flat Top |
| PP | POM | 23790 | ||||
| PE | POM | 21750 | ||||
| PA | PA | 25710 |
| Pitch(mm) | Open Area | Lock Style | Material | Rod Material | Tensile Strength N/M |
Mark |
| 25.4 | 0% | Lock Nail | POM | POM | 15300 | Roller Top |
| PP | PA | 18000 | ||||
| PE | PA | 10650 | ||||
| PA | PA | 25710 |
| Pitch(mm) | Open Area | Lock Style | Material | Rod Material | Tensile Strength N/M |
Mark |
| 45 | 52% | Lock Buttlon | POM | POM | 16950 | Roller Radius Flush Grid |
| PP | PA | 26700 | ||||
| PE | PA | 12750 | ||||
| PA | PA | 23100 |
| Pitch(mm) | Open Area | Lock Style | Material | Rod Material | Tensile Strength N/M |
Mark |
| 10 | 0% | Lock Free | POM | POM | 14820 | Flat Top |
| PP | PP | 11400 | ||||
| PE | PE | 6675 | ||||
| PA | PA | 16620 |
| Pitch(mm) | Open Area | Lock Style | Material | Rod Material | Tensile Strength N/M |
Mark |
| 25 | 35% | Lock Buttlon | POM | POM | 24600 | Flush Grid |
| PP | POM | 15150 | ||||
| PE | POM | 14700 | ||||
| PA | PA | 21750 |
| Pitch(mm) | Open Area | Lock Style | Material | Rod Material | Tensile Strength N/M |
Mark |
| 19 | 16% | Lock Nail | POM | POM | 25710 | Flush Grid |
| PP | POM | 14175 | ||||
| PE | POM | 12150 | ||||
| PA | PA | 15000 |
Product display:
Exhibitions:
Our workshop:
Package delivery:
Company Introduction:
Xihu (West Lake) Dis. Xihu (West Lake) Dis. Industrial Co., Ltd., founded in 1998, is located in HangZhou. The company covers a total area of 14000 square meters. It is a high-tech enterprise integrating scientific research and development, engineering design, production and installation, and commissioning services.It is a set of independent research and development, production, processing, sales as 1 of the automation equipment and machinery manufacturers.
If you order from us, we are sure that you will be greatly satisfied with our products and the most competitive price.We are mainly majored in Conveyor Equipments for nearly 20 years so you can be relieved for our products. We are very looking forward to receive your any enquiries or orders. /* March 10, 2571 17:59:20 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Type: | 1000 |
|---|---|
| Material: | Metal |
| Inside Material: | Plastic |
| Feature: | Oil-Resistant, Acid And Alkali Resistant, Tear-Resistant, Heat-Resistant, Cold-Resistant, Wear-Resistant |
| Tensile Strength: | Strong |
| Backflex Radius: | 25mm |
| Samples: |
US$ 0/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
| Customized Request |
|---|
Can you provide insights into the future trends and developments in modular belt technology?
In the future, modular belt technology is expected to continue evolving and adapting to advancements in material science, automation, and industry requirements. Here are some insights into the future trends and developments in modular belt technology:
- Advanced Materials:
The development of new materials and composites is likely to play a significant role in the future of modular belt technology. Manufacturers are continually exploring materials with enhanced strength, wear resistance, and chemical resistance properties. Advanced materials, such as high-performance polymers and reinforced fibers, may be utilized to create modular belts that can withstand even more demanding operating conditions and extend their service life. Additionally, the use of sustainable and recyclable materials may become more prevalent to align with environmental goals and regulations.
- Smart and Connected Belts:
The integration of smart and connected technologies is expected to shape the future of modular belt systems. Sensors and monitoring devices can be incorporated into modular belts to provide real-time data on belt health, performance, and maintenance requirements. This data can be used to optimize operations, predict maintenance needs, and improve overall system efficiency. Smart belts can also enable better tracking and tracing of products, enhancing supply chain transparency and quality control.
- Automation and Robotics:
The increasing adoption of automation and robotics in material handling will likely influence the development of modular belt technology. Modular belts can integrate seamlessly with automated systems, allowing for efficient and precise movement of products. Future modular belt systems may be designed to accommodate robotic interfaces, enabling collaborative or fully automated material handling processes. This integration can improve productivity, reduce labor requirements, and enhance workplace safety.
- Enhanced Performance Features:
Future modular belt systems may incorporate enhanced performance features to cater to specific industry needs. This could include specialized surface coatings for improved grip or reduced friction, modular designs with customizable shapes and sizes, or innovative mechanisms for quick and tool-less belt assembly and disassembly. Manufacturers will likely continue to focus on developing features that enhance belt performance, durability, and ease of maintenance, allowing for more efficient and reliable material handling operations.
- Energy Efficiency and Sustainability:
Energy efficiency and sustainability will remain important considerations in future modular belt technology. Manufacturers may further optimize belt designs to minimize friction and energy consumption, improving overall system efficiency. Additionally, the use of eco-friendly materials and the incorporation of sustainable practices, such as recycling and waste reduction, are likely to be emphasized to align with global sustainability goals. The development of modular belts that contribute to a circular economy by being easily recyclable or biodegradable may also be explored.
Overall, future trends in modular belt technology will revolve around advanced materials, smart and connected capabilities, automation and robotics integration, enhanced performance features, and a continued focus on energy efficiency and sustainability. These developments aim to meet the evolving needs of industries, optimize material handling processes, and contribute to more efficient, sustainable, and intelligent conveyor systems.
Can modular belts be customized for specific industries or conveyor configurations?
Yes, modular belts can be customized to meet the specific requirements of different industries or conveyor configurations. The modular design of these belts allows for flexibility in tailoring them to specific applications, ensuring optimal performance and functionality. Here are some ways in which modular belts can be customized:
- Material Selection:
Modular belts can be customized by selecting the appropriate materials based on the industry or application requirements. Different industries have specific material handling needs, such as food processing, pharmaceuticals, automotive, or electronics. For example, in food processing, modular belts made of FDA-approved materials that are resistant to chemicals and easy to clean are often used. In industries where high temperatures or abrasive materials are present, modular belts with heat-resistant or wear-resistant materials can be selected. By choosing the right material, the belt can be customized to withstand the demands of the specific industry.
- Module Design:
The design of individual modules can be customized to enhance the performance of the modular belt. Modules come in various shapes, sizes, and surface textures to accommodate different product characteristics and conveyor requirements. For example, modules with cleats or flights can be added to provide better grip and prevent product slippage on inclined or declined conveyors. Modules with rollers or ball transfers can facilitate smoother product transfers between conveyors. By selecting or customizing the module design, the modular belt can be tailored to specific product handling needs and conveyor configurations.
- Accessories and Features:
Modular belts can be customized with accessories and features to enhance their functionality in specific industries or conveyor configurations. Accessories such as side guards, guide rails, or diverts can be added to ensure proper product orientation and containment. Additionally, specialized features like low back-pressure accumulation systems or indexing modules can be integrated into the belt to meet specific operational requirements. These customized accessories and features enable the modular belt to adapt to unique industry needs and conveyor system configurations.
- Size and Dimensions:
The size and dimensions of modular belts can be customized to fit specific conveyor configurations. The individual modules can be easily cut or extended to achieve the desired length of the belt. Additional modules can be added or removed to adjust the width of the belt according to the available space or product handling requirements. This customization allows the modular belt to seamlessly integrate into existing conveyor systems or be tailored to fit unique conveyor layouts.
- Specialized Belting Solutions:
Some modular belt manufacturers offer specialized belting solutions for specific industries or applications. These customized solutions are designed to address the unique challenges and requirements of particular industries, such as meat and poultry processing, baking, or automotive manufacturing. They may include features like antimicrobial coatings, high-temperature resistance, or specialized surface textures. These specialized belting solutions ensure that the modular belt is optimized for the specific industry or application, providing reliable and efficient performance.
In summary, modular belts can be customized for specific industries or conveyor configurations through material selection, module design, accessories and features, size and dimensions, and specialized belting solutions. This customization allows the modular belt to meet the unique needs of different industries and ensure optimal performance and functionality in diverse conveyor system applications.
Can you describe the various types and configurations of modular belts available in the market?
Modular belts are available in a wide range of types and configurations to suit different material handling needs and industry requirements. These belts are designed with various features, such as different module shapes, surface patterns, and materials. Here is an overview of the main types and configurations of modular belts available in the market:
- Flat Top Belts:
Flat top belts consist of flat, rectangular modules that interlock to form a continuous conveying surface. They provide a smooth and even transport platform for a wide range of products. Flat top belts are commonly used in industries such as food processing, packaging, and general manufacturing. They are suitable for handling items that require stable support, such as cartons, boxes, and containers.
- Flush Grid Belts:
Flush grid belts feature modules with a grid-like pattern of openings. The grid pattern allows for better airflow, drainage, and easy cleaning. These belts are often used in applications where liquids or debris need to be drained or removed from the conveying surface. Flush grid belts are commonly employed in industries such as food and beverage processing, where hygiene and cleanliness are critical.
- Raised Rib Belts:
Raised rib belts have modules with raised ribs or bars running along the length of the belt. The raised ribs provide additional grip, ensuring positive engagement with the conveyed products. These belts are suitable for inclined or declined conveying applications or when items need extra stability during transport. Raised rib belts are commonly used in industries such as incline/decline transportation, bakery, and meat processing.
- Mold to Width Belts:
Mold to width belts are designed to be easily and precisely customized to fit specific conveyor widths. They consist of modules that can be individually removed or added to achieve the desired belt width. Mold to width belts offer flexibility in configuring conveyor systems and can be adapted to changing production needs. These belts are commonly used in industries that require frequent belt width adjustments or when retrofitting existing conveyor systems.
- Open Grid Belts:
Open grid belts feature a grid-like pattern of open areas between the modules. The open design allows for good airflow and drainage, making these belts suitable for applications where cooling, drying, or drainage is required. Open grid belts are commonly used in industries such as food processing, cooling processes, and drying applications.
- Perforated Belts:
Perforated belts have modules with perforations or holes throughout the surface. The perforations allow for better drainage, airflow, and visibility. These belts are often used in applications where liquids or small particles need to be drained or filtered. Perforated belts are commonly employed in industries such as food processing, sorting, and wastewater treatment.
- Flighted Belts:
Flighted belts have modules with integrated flights or cleats along the conveying surface. The flights help to contain and elevate products during transport, preventing them from sliding or falling off the belt. Flighted belts are used in applications where inclined or vertical conveying is required, such as in bulk handling or incline/decline transportation. They are commonly employed in industries such as agriculture, mining, and bulk material handling.
- Radius Belts:
Radius belts are designed to navigate tight curves or bends in conveyor systems. They feature modules with a curved shape that allows the belt to smoothly transition around corners. Radius belts are commonly used in industries where space is limited or when conveyor systems need to follow complex layouts. They are often found in industries such as packaging, bottling, and material handling in confined spaces.
- Wire Mesh Belts:
Wire mesh belts are composed of metal modules or links, typically made of stainless steel. These belts offer high strength, durability, and excellent heat resistance. Wire mesh belts are used in applications where heavy loads, high temperatures, or strict sanitation requirements are present. They are commonly employed in industries such as automotive manufacturing, heat-treatment processes, and industrial ovens.
These are some of the main types and configurations of modular belts available in the market. Each type offers specific features and benefits, allowing for customized solutions in various industries and material handling applications.
editor by CX 2024-02-26
China Hot selling Haasbelts Conveyor 400 Raised Rib Modular Plastic Belt with Base Flights a wheel and axle simple machine
Product Description
400 Raised Rib Modular Plastic Belt with Base Flights
Belt pitch: 50.8mm
Flight height: 50/76/102/150mm
Base Flights for Rib400 modular belt
Have our own factory
Experienced manufacturer
Transmission Belt
Raised Rib Belt
Modular Conveyor Belt
Modular Belt for Large Accumulation
Modular plastic belt with base flights
Conveyor Belt with pop-up flights
Our products with good quality and reasonable price can be applied in many areas including can, crate, container, meat, beverage, dairy industries and so on.
ISO9001: 2000 certificated
We are 1 of the most competitive manufacturers in China on plastic conveyor chain and belts. The products have been exported to many countries including India, Australia, South Africa and so on.
| Type | Pitch | Flights height |
| RIB400 | 50.8mm | 50/76/102/150mm |
/* March 10, 2571 17:59:20 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Type: | Rib400 |
|---|---|
| Material: | Plastic |
| Feature: | Wear-Resistant |
| Tensile Strength: | Common |
| Belt Pitch: | 50.8mm |
| Flights Heights: | 50/76/102/150mm |
| Customization: |
Available
| Customized Request |
|---|
Can modular belts be used in heavy-duty applications, such as mining or construction?
Yes, modular belts can be used in heavy-duty applications, including mining and construction. Here’s a detailed explanation:
Modular belts are designed to offer robust performance and durability, making them suitable for a wide range of industrial applications, including heavy-duty environments. In heavy-duty industries like mining and construction, where materials are often large, heavy, and abrasive, modular belts provide several advantages over traditional conveyor belt systems.
- Strength and Load Capacity:
Modular belts are engineered to handle heavy loads and withstand the demanding conditions encountered in mining and construction operations. They are constructed using high-strength materials, such as reinforced thermoplastics or metals, which offer excellent load-carrying capacity and resistance to impact and abrasion. This enables modular belts to transport heavy materials, such as ore, gravel, rocks, or construction aggregates, with ease and reliability.
- Flexibility and Adaptability:
Modular belts exhibit flexibility and adaptability, which are essential in heavy-duty applications. The modular design allows for easy customization of the belt width, length, and configuration to accommodate specific material handling requirements. Belt modules can be easily added, removed, or reconfigured to adapt to changes in the production process or conveyor layout. This flexibility enables modular belts to fit into existing conveyor systems or be designed for unique applications in mining and construction, optimizing material flow and operational efficiency.
- Resistance to Wear and Tear:
Heavy-duty applications expose conveyor belts to harsh conditions, including abrasive materials, impact, and high levels of mechanical stress. Modular belts are designed to withstand such wear and tear, thanks to their rugged construction and specialized surface features. The modules often have reinforced or textured surfaces that enhance grip and prevent material slippage, reducing the risk of belt damage or product spillage. Additionally, modular belts are resistant to abrasion and tearing, ensuring prolonged service life in challenging mining and construction environments.
- Chemical and Moisture Resistance:
In certain mining and construction applications, conveyor belts may encounter chemicals, moisture, or other environmental factors that can degrade the belt material. Modular belts are available in chemically resistant materials, such as polyethylene or polypropylene blends, which can withstand exposure to various chemicals and moisture without significant deterioration. This chemical and moisture resistance ensures that modular belts maintain their structural integrity and performance even in harsh operating conditions.
- Easy Maintenance and Repairs:
Maintenance and repair requirements are inevitable in heavy-duty applications. Modular belts offer advantages in terms of maintenance and repairs. The modular design allows for quick and cost-effective repairs, as individual modules can be replaced without replacing the entire belt. This reduces downtime and minimizes production disruptions. Additionally, modular belts are generally easier to clean and sanitize, contributing to overall maintenance efficiency in heavy-duty environments.
In summary, modular belts can indeed be used in heavy-duty applications, including mining and construction. Their strength, load capacity, flexibility, resistance to wear and tear, chemical and moisture resistance, and ease of maintenance make them a viable choice for efficiently handling heavy materials and operating reliably in demanding industrial settings.
How do modular belts contribute to the flexibility and adaptability of conveyor systems?
Modular belts play a crucial role in enhancing the flexibility and adaptability of conveyor systems. Their unique design and construction offer several advantages that enable conveyor systems to be easily customized and adapted to meet specific operational requirements. Here’s how modular belts contribute to the flexibility and adaptability of conveyor systems:
- Modular Design:
Modular belts are composed of individual modules or links that are interconnected to form a continuous belt. These modules are typically made of plastic materials such as polypropylene, polyethylene, or acetal. The modular design allows for easy assembly and disassembly of the belt, facilitating quick modifications or replacements when needed. Conveyor systems can be easily reconfigured or expanded by adding or removing modules, enabling flexibility in adapting to changing production needs or layouts.
- Customizable Length and Width:
Modular belts can be customized to specific lengths and widths, allowing conveyor systems to be tailored to the available space and operational requirements. The individual modules can be easily cut to the desired length, and additional modules can be added or removed to adjust the width of the belt. This flexibility in sizing enables efficient utilization of space and facilitates integration into existing production lines or facilities without major modifications.
- Configurable Conveyor Layouts:
Modular belts offer versatility in configuring conveyor layouts to suit different applications. The interlocking modules allow for smooth movement around curves and bends, enabling the creation of curved or spiral conveyors. This flexibility in conveyor design facilitates the efficient use of floor space and enables the movement of products along complex paths. Conveyor systems can be easily adapted to fit within existing production environments or optimize material flow in specific processes.
- Specialized Modules and Accessories:
Modular belts offer a wide range of specialized modules and accessories that enhance the adaptability of conveyor systems. Various module designs are available to cater to specific product handling requirements, such as modules with high friction surfaces for inclines or declines, cleated modules for vertical lifting, or roller-top modules for smooth product transfers. Additionally, accessories such as side guards, flights, and guide rails can be easily integrated into the modular belt to accommodate different product sizes, shapes, or orientations.
- Easy Integration with Other Conveyor Components:
Modular belts are designed to seamlessly integrate with other conveyor components, such as drive systems, idlers, and sprockets. The modular nature of the belt allows for simple connection to these components, enabling easy installation, maintenance, and replacement. This compatibility with other conveyor parts simplifies system modifications or upgrades, making it easier to adapt the conveyor to changing production needs or accommodate different types of materials.
- Application-Specific Features:
Modular belts offer application-specific features that contribute to the adaptability of conveyor systems. For example, there are modular belts designed for high-speed applications, heavy-duty applications, or applications that require low back-pressure accumulation. These specialized belts ensure that the conveyor system can handle specific material characteristics, production rates, or operational requirements, allowing for seamless integration into diverse industrial environments.
Overall, modular belts provide the flexibility and adaptability necessary for conveyor systems to meet the unique needs of different industrial applications. Their modular design, customizable dimensions, configurable layouts, specialized modules, and easy integration with other components make them a versatile choice for optimizing material handling processes and adapting to changing production demands.
Can you explain the advantages of using modular belts in conveyor systems?
Using modular belts in conveyor systems offers several advantages over traditional conveyor belts. These advantages contribute to improved efficiency, flexibility, and ease of maintenance. Here are the key advantages of using modular belts:
- Versatility:
Modular belts are highly versatile and can be customized to suit specific application requirements. Their modular design allows for easy configuration, enabling the creation of conveyor systems of various sizes, shapes, and layouts. The interlocking modules can be easily added, removed, or repositioned, providing flexibility in adapting the conveyor system to changing needs or production processes.
- Enhanced Durability:
Modular belts are known for their durability and longevity. Made from robust plastic materials, such as polypropylene or polyethylene, they exhibit excellent resistance to wear, impact, and chemical substances. The interlocking modules distribute the load evenly across the belt, reducing stress on individual components and extending the belt’s lifespan. This durability translates to reduced maintenance requirements and lower overall operating costs.
- Easy Maintenance:
Maintenance of modular belts is relatively simple and convenient. The individual modules can be easily replaced if damaged or worn out, without the need to replace the entire belt. This modular replacement approach minimizes downtime and reduces maintenance costs. Additionally, modular belts have a smooth and non-porous surface, which makes them easy to clean and resistant to the accumulation of debris or contaminants, ensuring hygienic operation in industries such as food processing or pharmaceuticals.
- Accurate Tracking:
Modular belts have excellent tracking capabilities, meaning they can maintain proper alignment during operation. The interlocking modules ensure that the belt remains flat and stable, minimizing the risk of tracking issues or belt misalignment. Accurate tracking reduces the chances of product spillage, improves overall system efficiency, and prolongs the life of the belt and other conveyor components.
- Improved Product Handling:
The design of modular belts allows for precise control and handling of various products. The customizable surface patterns or configurations of the modules create specific gripping or friction characteristics that suit different materials or applications. This improves the stability and control of products during transportation, especially for inclined or declined conveyors. Modular belts can handle a wide range of products, from small items to large, heavy loads, without compromising performance.
- Reduced Noise and Vibrations:
Modular belts tend to generate less noise and vibrations compared to traditional conveyor belts. The interlocking modules and their design help dampen vibrations and minimize noise during operation. This is particularly beneficial in industrial environments where noise reduction is desired for worker comfort or to comply with noise regulations.
- Easy Integration:
Modular belts can be easily integrated with other conveyor components or systems. They can accommodate accessories such as side guides, cleats, or flights to facilitate specific material handling requirements. Additionally, modular belts can be seamlessly integrated with automation systems, sensors, or control devices, allowing for efficient and automated material flow and process control.
In summary, using modular belts in conveyor systems provides advantages such as versatility, enhanced durability, easy maintenance, accurate tracking, improved product handling, reduced noise and vibrations, and easy integration. These benefits make modular belts a preferred choice in various industries, enhancing overall productivity, efficiency, and reliability of conveyor systems.
editor by CX 2024-02-17
China best Flexible Buffle Modular Conveyor Belt for Food Processing (Har7960) with FDA& Gsg Certificate a wheel and axle simple machine
Product Description
Flexible Buffle Modular Conveyor Belt for Food Processing (Har7960) with FDA& GSG Certificate
| Type | Pitch | Thickness | Open Rate |
| Har7960 flush grid modular belt | 31.75mm | 15mm | 58% |
Advantages of the CZPT products:
1.this products are convenient to assembly and maintain
2.All color could be available
3.this modular conveyor belt can bear High mechanical strength
4.this modular conveyor belt has Excellent product handling performance
5.these modular conveyor belts are wear resistance and Oil Resistant
6.we are a professional conveyor system manufacturer, our product line contains modular belt, slat top chain, conveyor spare parts, conveyor system.
7.we can provide good after-sale service.
8.every product can be customized
Application:
Bakery, Dairy, Fruit, and Vegetable
We have extensive experience in developing specialized solutions tailored to the needs of many different Bakery industry segments: bread and bun, fresh pastry (oven and fried pastry), pizza, pasta (fresh and dry), frozen bread, frozen pastry, cookies, and crackers, with our material handling equipment conveyor systems conveyor plastic modular belt conveyor you can get surprised!
Meat Poultry Seafood
With belts and accessories designed to meet the specific needs of fruit and vegetable processing and packaging applications, CZPT is committed to helping customers achieve their operational and business goals.
Hairise continues to develop new and better ways for customers to increase throughput efficiency, improve sanitation, and reduce the costs of belt ownership.
Material handling equipment conveyor systems conveyor plastic modular belt conveyor technology to meet the specific challenges of seafood processors.
Ready Meals
Ready meal customers who equip their lines with CZPT Industrial plastic slat table top food grade conveyor chain realize many critical benefits, including:
·Reduced sanitation costs and improved food safety
·Improved line efficiency and maintain product alignment
·Reduced unscheduled downtime and reduced labor needs
Mu Jia Automation Technology(ZheJiang ) Co, Ltd.
MuJia is an integrated company engaged in the R&D, manufacture and sale of slat top chain,modular belt,conveyor system and other related components almost 20 years. Insisting on the operation principle of “Quality Based and Service First”, our company has won a high reputation through many years of development. We also cooperate with some well-known domestic and overseas enterprises.
Our head office located in ZheJiang ,new factory located in ZheJiang province,covers an areas of 15,000 square meter,there are 3 main buildings:office building,conveyor assembly workshop and production workshop.More than 10 machines for producing,many hundreds of item models for meeting customer variety requirements.Our main products are modular belt,slat top chain,flexible chain,conveyor system,comb,rail,sprocket and other conveyor related components.They are widely used in food, soft drink, packaging & manufacturing, tobacco, medicine & chemical, electronics, automobiles and logistics industries.
Our modular belt and conveyor equipments sell to every corners of country, with more than 200 primary agents and 400 special service centers. Besides, we exported to more than 40 countries and regions, such as Africa, Latin America, Southeast Asia, Middle East, Central Asia Europe and America and etc. What’s more, CZPT was proud to the ZheJiang equity trading custody center successfully Listed since 2008.
At the end of February, 2016, the covers area of 35,00 square meters CZPT headquarter Phase II Park was built up and used, which annual production capacity could be 10,000 loaders, modular belt conveyor and 3,000 conveyor systems .
Then the north base of CZPT started siince early December of 2016, can offer 10,000 conveyor, plastic modular belt and 13,000 flexible chains piece year. The factory is located in Haian District, HangZhou City, ZheJiang Province, covers 300,000 square meters.
Orients to “Technologic Innovation, Industrial Upgrade, Managerial Optimization, Brand Leap” business policy, insist on the core value of “Integrity, Studious, Innovation, Courageous, Appreciate”, Hairisebelt will constantly optimize the industrial layout, improve the governance structure, boost the pace of construction, to create a century-old industry CZPT brand.
Q1. Where is your factory located? How can I visit there?
A: All our clients, from home or abroad, are warmly welcomed to visit us. Before you visit our company, we can connect by phone! Our company is located in ZheJiang , China, near the ZheJiang Xihu (West Lake) Dis.ao International Airport. And our factory is in ZheJiang HangZhou, we will arrange cars to there.
Q2. I don’t know what belt I currently use. Can you help me identify my belt?
A: Our online belt identifier can help you narrow down the series and style of your current belt. If you need more specific information on plastic conveyor chain belt parts manufacturers, contact me freely for plastic chains/ belts/ PU/PVC/Rubber belts/ other components and conveyors.
Q3. What can you do If the products were broken?
(1) If goods were broken once you bought from me,I would replace them freely according to the proven photos.
(2) If the goods were broken when you used, we could provide 5 year quality guarantee for plastic conveyor chain belt parts manufacturers under common working environment.
Q4. Does CZPT provide PDF files of products?
A: Yes, in our download center you can find PDF files for a large number of our products.If you can not find what you are looking for, send me your request by email or contact me on Wechat or Whatsapp freely.
/* March 10, 2571 17:59:20 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Type: | Modular Belt |
|---|---|
| Material: | POM/PP |
| Inside Material: | POM/PP |
| Feature: | Oil-Resistant, Acid And Alkali Resistant, Tear-Resistant, Wear-Resistant |
| Tensile Strength: | Strong |
| Company Type: | Manufacturer |
| Samples: |
US$ 0/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
| Customized Request |
|---|
What innovations and advancements have been made in modular belt technology in recent years?
In recent years, modular belt technology has seen several innovations and advancements aimed at improving performance, efficiency, and versatility. Here are some notable developments in modular belt technology:
- Advanced Materials:
New and improved materials have been developed for modular belts, enhancing their durability, strength, and resistance to wear and tear. These materials include high-performance polymers, such as polyethylene and polypropylene blends with enhanced properties. These advanced materials offer improved resistance to chemicals, impact, and abrasion, allowing modular belts to withstand harsh operating conditions and extend their service life.
- Enhanced Design Features:
Modular belts now incorporate enhanced design features that optimize their performance and functionality. These features include specialized surface patterns or textures that improve product grip and reduce slippage, enhancing the efficiency of incline or decline applications. Enhanced module shapes, such as ribbed or cleated modules, provide better product stability and control during conveying. Additionally, advancements in sprocket engagement systems and module-to-module connections have improved belt tracking, reducing the risk of misalignment and improving overall conveyor system reliability.
- Customization and Adaptability:
Recent advancements in modular belt technology have expanded customization and adaptability options. Modular belts can now be easily tailored to specific application requirements, allowing for greater flexibility in design and layout. Customization options include belt width, length, module configurations, and surface features. This adaptability enables modular belts to be seamlessly integrated into existing conveyor systems or designed for unique applications, optimizing material handling efficiency and improving overall operational performance.
- Improved Cleanability:
Hygiene and cleanability have been a focus of innovation in modular belt technology. Manufacturers have developed modular belts with smoother surfaces and reduced crevices or recesses where contaminants can accumulate. This design improvement simplifies cleaning processes, reduces the risk of bacterial growth, and enhances food safety compliance in food processing applications. Additionally, advancements in modular belt materials have resulted in increased resistance to staining, allowing for easier removal of stubborn residues and reducing maintenance efforts.
- Integration with Industry 4.0:
Modular belt technology has been integrated with Industry 4.0 concepts and smart manufacturing principles. Sensor technologies can now be incorporated into modular belts to monitor various parameters such as belt tension, speed, temperature, or product presence. This real-time data collection enables predictive maintenance, optimizing belt performance, and reducing unplanned downtime. Integration with automation systems and data analytics further enhances operational efficiency and enables intelligent material handling and process control.
- Environmental Sustainability:
There has been a growing emphasis on environmental sustainability in modular belt technology. Manufacturers are developing modular belts made from recycled or recyclable materials, reducing their carbon footprint and promoting circular economy practices. Additionally, advancements in manufacturing processes have led to reduced energy consumption and waste generation during production. These eco-friendly initiatives contribute to the overall sustainability of modular belt systems while meeting the increasing demand for environmentally responsible solutions.
In summary, recent years have witnessed significant innovations and advancements in modular belt technology. These include the development of advanced materials, enhanced design features, increased customization and adaptability, improved cleanability, integration with Industry 4.0 technologies, and a focus on environmental sustainability. These advancements have resulted in modular belts that offer improved performance, durability, hygiene, and operational efficiency, meeting the evolving needs of various industries and applications.
Can you provide examples of products or machinery that use modular belts for conveying materials?
Modular belts are widely used in various industries and applications for conveying materials. They are employed in a range of products and machinery to ensure efficient and reliable material handling. Here are some examples of products and machinery that utilize modular belts:
- Food Processing Equipment:
In the food processing industry, modular belts are extensively used in equipment such as conveyors, sorting systems, and packaging machines. They are employed to transport a wide range of food products, including baked goods, fruits and vegetables, meat and poultry, dairy products, and packaged snacks. Modular belts help ensure hygienic and gentle handling of food items, as well as facilitate efficient product flow during processing, sorting, and packaging operations.
- Beverage Bottling Lines:
In beverage bottling plants, modular belts are commonly integrated into conveyor systems for the transportation of bottles, cans, and other containers. They are utilized in various stages of the bottling process, including filling, capping, labeling, and packaging. Modular belts provide a smooth and reliable conveying surface, allowing for seamless movement of containers and ensuring precise alignment during filling and capping operations.
- Automotive Manufacturing:
In automotive manufacturing facilities, modular belts are utilized in assembly lines and material handling systems. They are employed to convey various automotive components, such as engines, transmissions, chassis parts, and interior components. Modular belts offer flexibility in configuring conveyor systems to accommodate different assembly processes and part sizes. They help streamline production and facilitate the efficient transfer of components between workstations.
- Pharmaceutical Production:
In the pharmaceutical industry, modular belts play a crucial role in conveying materials during the production of medications and medical devices. They are used in processes such as tablet and capsule handling, packaging, and labeling. Modular belts provide a clean and hygienic conveying surface, ensuring compliance with strict regulatory requirements. They enable precise positioning of pharmaceutical products during packaging and facilitate efficient material flow in pharmaceutical production lines.
- E-commerce and Logistics:
In e-commerce warehouses, distribution centers, and logistics facilities, modular belts are employed in conveyor systems for the sorting, merging, and transportation of packages and parcels. They are used to handle a wide variety of products, including boxes, cartons, totes, and polybags. Modular belts offer a reliable and flexible conveying solution in high-throughput environments, enabling efficient order fulfillment and smooth material flow in the logistics and supply chain industry.
- Packaging Machinery:
Modular belts are extensively integrated into packaging machinery, such as form-fill-seal machines, carton erectors, case packers, and palletizers. They are used to transport packaging materials, primary and secondary packaging, and finished products. Modular belts help ensure precise and synchronized movement of packages during the packaging process, optimizing productivity and minimizing product damage.
- Agricultural Equipment:
In the agricultural sector, modular belts are utilized in equipment such as harvesters, seed processing machines, and sorting systems. They are employed to handle crops, seeds, and other agricultural products during harvesting, processing, and packaging operations. Modular belts provide reliable conveying surfaces that can withstand outdoor conditions and facilitate the efficient movement of agricultural materials.
- Material Handling in Warehouses:
Modular belts are used in warehouse material handling systems, including conveyor systems for order picking, sorting, and distribution. They are employed to transport a wide range of products, including packages, cartons, and bins. Modular belts offer customization options to meet specific warehouse requirements, such as the ability to handle different product sizes and weights, adapt to varying layouts, and provide reliable and efficient material flow.
These are just a few examples of the many products and machinery that utilize modular belts for conveying materials. The versatility, reliability, and customization options of modular belts make them a popular choice in various industries where efficient and precise material handling is essential.
Are there specific applications where modular belts outperform other types of conveyor belts?
Yes, there are specific applications where modular belts outperform other types of conveyor belts. The unique features and advantages of modular belts make them particularly suitable for certain material handling requirements. Here are some applications where modular belts excel:
- Conveying Fragile Products:
Modular belts are well-suited for handling fragile products that require gentle transportation. The flat and even surface of modular belts minimizes product damage, such as breakage or deformation, during conveying. The customization options of modular belts, including the ability to add soft or low-friction inserts, further enhance the gentle handling of delicate items. Industries such as food, electronics, and pharmaceuticals often rely on modular belts to transport fragile products without compromising their integrity.
- Accumulation and Indexing:
Modular belts offer excellent functionality for accumulation and indexing applications. Accumulation refers to the temporary storage of products on the conveyor system, allowing for controlled release and smooth flow downstream. Modular belts with low back-pressure accumulation systems facilitate efficient accumulation, preventing product collisions and jams. Indexing, on the other hand, involves precise positioning of products for assembly, sorting, or packaging purposes. Modular belts with integrated indexing capabilities allow for accurate and repeatable positioning, ensuring reliable automation in various industries.
- Conveying in Curved or Inclined Configurations:
Modular belts are highly flexible and can easily navigate curved or inclined conveyor configurations. The individual modules of the belt can flex and adapt to different curves or angles, resulting in smooth and efficient material flow. This capability is particularly beneficial in industries where space constraints or complex layouts require curved or inclined conveyors. Examples include the food and beverage industry, where modular belts enable the transportation of products around corners or between different elevations.
- Easy Maintenance and Replacement:
Modular belts offer advantages in terms of maintenance and replacement compared to other types of conveyor belts. The modular design allows for easy access and removal of individual modules, simplifying cleaning and maintenance tasks. If a section of the belt is damaged or worn out, only the affected modules need to be replaced rather than the entire belt. This modularity reduces downtime and maintenance costs. Industries that prioritize efficient maintenance and quick replacement, such as packaging and logistics, benefit from the ease of maintenance provided by modular belts.
- Hygiene and Cleanliness:
Modular belts are designed with hygiene and cleanliness in mind, making them ideal for industries with strict sanitation requirements. The smooth and non-porous surface of modular belts is easy to clean and resistant to contaminants. They can withstand regular washdown procedures and maintain high levels of hygiene. Industries such as food processing, pharmaceuticals, and healthcare benefit from the hygienic properties of modular belts, as they help prevent cross-contamination and ensure compliance with industry regulations.
- Customization and Adaptability:
Modular belts offer a high level of customization and adaptability to meet specific material handling needs. The modular design allows for easy configuration changes, such as adjusting the width or length of the belt, adding or removing modules, or incorporating specialized features. This flexibility makes modular belts suitable for industries with diverse product sizes, shapes, and handling requirements. Customizable modular belts are commonly used in industries such as automotive manufacturing, where different components with varying sizes and weights need to be transported on the same conveyor system.
While modular belts excel in these specific applications, it’s important to note that conveyor belt selection should consider various factors, including the specific industry, product characteristics, operating conditions, and budget. Different types of conveyor belts may be more suitable for certain applications, and consulting with experts in the field can help determine the best choice for each material handling scenario.
editor by CX 2024-02-12
China factory Food Cleaning Dedicated Modular Belt Turning Conveyor Machine Screw axle equalizer
Product Description
Product Description
We Can OEM Custom According To Your Requirement.
1.We have more than 20 years experience in conveyor design and manufacture.
2.Provide professional technical support.
3.Advanced production equipment:Laser MAX 20MM/Plasma Cutter MAX 50MM ect.
4.Electric machine,bearing accessories from Germany.
|
Product name |
Belt Conveyor |
|
Usage |
Material Transimission |
|
Feature |
Can be raised and lowered |
|
Color |
Customers’ Request |
|
After Warranty Service |
Video technical support |
|
Application |
Loading |
Working Principle
Belt conveyor is a common means of transport used in mining enterprises. It uses the belt conveyance to draw and support components and transport materials by way of the moving belt. It utilizes the inner friction and side pressure of loose material to increases the internal pressure from the pulling force in its moving direction produced by the rolling chamber in the adhesive chamber, thus increasing the internal friction. When inclination falls within certain scope, the inward friction force can ensure the stability between layers and create continuous movement. When the internal friction force between the layers is larger than the external force of the adhesive, the roller beneath the adhesive will move along with the material. When the ratio of internal force and external force meets a condition, the material flow is stable.
Detailed Photos
Belt conveyor is a kind of conveying equipment that has big throughput, low operating cost, wide range of application , According to the support structure, there are fixed type and mobile type. According to the conveying belt, there are rubber belt, plastic belt and steel belt.
Product Parameters
| Belt Width (mm) | Belt Length(m) | Belt Speed (m/s) | Capacity (t/h) | |||
| Power(kw) | ||||||
| 400 | ≤12 | 12-20 | 20-25 | 0.8-2 | 40-80 | |
| 1.5 | 2.2 | 3 | ||||
| 500 | ≤12 | 12-20 | 20-30 | 0.8-2 | 78-191 | |
| 3 | 4 | 5.5 | ||||
| 650 | ≤12 | 12-20 | 20-30 | 0.8-2 | 131-323 | |
| 4 | 5.5 | 7.5 | ||||
| 800 | ≤10 | 10-15 | 15-25 | 1.0-2 | 278-546 | |
| 4 | 5.5 | 7.5 | ||||
| 1000 | ≤10 | 10-20 | 20-25 | 1.0-2 | 435-853 | |
| 5.5 | 7.5 | 11 | ||||
| 1200 | ≤10 | 10-20 | 20-25 | 1.0-2 | 655-1284 | |
| 7.5 | 11 | 15 | ||||
Customer Case
Our Belt Conveyor with such advantages : simple structure; long conveying distance; wide application scope; strong adaptability to materials; high reliability; low energy consumption; high efficiency; low maintenance cost.
Application Industry
Applications:
1. Our belt converyor is widely used in mining, metallurgy and coal industry to transfer all kinds of materials in order to realize the continuity and automation of the production.
2. The conveying system can be 1 single or mult-conveyors or combined with other conveying quipments to meet various requirements.
3. The belt conveyor can be installed horizontally or aslope to meet the needs of different conveying lines.
4. Our belt converyor can be operated in the circumstance temperature from -20 degree to +40 degree. The temperature of the transported materials should be lower than 50 degree.
Packaging & Shipping
Company Profile
HangZhou Dayong Vibration Equipment Co., Ltd. which is established in the year of 2003, located in China biggest machinery manufacture base ZheJiang province, is a professional vibration machinery manufactures which specializes in the production of sieving equipment, conveying equipment, crushing equipment and feeding equipment as well as relevant parts. we committed to solve all kinds of sieving problem.
Dayong sincerely treat every customer, hope to make friends with people from all over the world, and very looking forward to establishing a long-term CZPT partnership with you.
FAQ
Q:What factors I need to get a quotation?
A: Material bulk density, mesh size,deck numbers & ideal capacity for proper type, granularity distribution is recommended. product material requirement (carbon steel Q235A, stainless steel SUS304 or SUS316,etc.) Voltage & Frequency(Hz) is also needed for a precise quotation.
Q:What is the real delivery time of your factory?
A: 7 to 15 days for general series products, meanwhile, batches products & customized products would need 30 days to 60 days based on different situations.
Q: How do you ensure the quality of your products?
A: Generally, our equipments are the most durable type in the industry, this is also the feature of the label impression of Dayong for most of our customers at home or abroad.Skilled workers and strict quality control system can ensure every machine with best working performance.
/* March 10, 2571 17:59:20 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Type: | EP350 |
|---|---|
| Material: | Rubber |
| Inside Material: | Polyester |
| Feature: | Oil-Resistant, Heat-Resistant |
| Tensile Strength: | Strong |
| Name: | Food Cleaning Dedicated Belt Conveyor Machine |
| Customization: |
Available
| Customized Request |
|---|
What are the key considerations for the installation and operation of modular belts in industrial settings?
Installing and operating modular belts in industrial settings requires careful consideration of various factors to ensure optimal performance and longevity. Here are key considerations for the installation and operation of modular belts:
- System Design and Layout:
Before installing modular belts, it is crucial to design the conveyor system and layout properly. Consider factors such as the desired throughput, product characteristics, space constraints, and ergonomic considerations. Ensure that the system design allows for smooth product flow, efficient material handling, and easy accessibility for maintenance and cleaning.
- Belt Selection:
Choose the appropriate modular belt based on the specific application requirements. Consider factors such as the product type, weight, size, and operating conditions. Select a belt with the right material composition, surface pattern, and module design to ensure optimal performance, durability, and hygiene standards.
- Installation Guidelines:
Follow the manufacturer’s installation guidelines carefully. Modular belts typically come with specific instructions for assembly, sprocket engagement, and tensioning. Ensure that the belt is installed with proper alignment and tension to avoid premature wear, slippage, or tracking issues. It is important to use the recommended equipment and tools during installation to prevent damage to the belt or conveyor components.
- Belt Tracking and Tensioning:
Maintaining proper belt tracking and tension is essential for smooth and efficient operation. Regularly monitor the belt tracking to ensure it stays aligned and centered on the conveyor. Adjust the tracking mechanisms or use tracking devices as needed. Additionally, maintain the appropriate belt tension to prevent slippage or excessive wear. Follow the manufacturer’s recommendations for tensioning and use tensioning devices or systems if required.
- Maintenance and Cleaning:
Implement a regular maintenance and cleaning routine for the modular belts. Remove any debris, product residue, or contaminants that may accumulate on the belt surface or within the conveyor system. Follow proper cleaning procedures using suitable cleaning agents and tools. Avoid using harsh chemicals that can damage the belt material. Regularly inspect the belt for signs of wear, damage, or abnormal behavior and address any issues promptly to prevent breakdowns or product contamination.
- Safety Considerations:
Prioritize safety during installation and operation. Ensure that all safety guards, emergency stop buttons, and other safety features are properly installed and functional. Provide proper training to operators on the safe operation, maintenance, and troubleshooting procedures for the modular belt system. Regularly inspect the system for any potential safety hazards and address them promptly to create a safe working environment.
- Continuous Monitoring and Optimization:
Implement a system for continuous monitoring and optimization of the modular belt system. Utilize sensors or monitoring devices to track belt performance, temperature, vibration, or other relevant parameters. Analyze the collected data to identify any potential issues or areas for improvement. Regularly review and optimize the system settings, such as belt speed, tension, or tracking, based on the operational requirements and performance feedback.
By considering these key factors during the installation and operation of modular belts in industrial settings, companies can ensure efficient, reliable, and safe material handling processes while maximizing the lifespan and performance of the modular belt system.
Can you provide examples of products or machinery that use modular belts for conveying materials?
Modular belts are widely used in various industries and applications for conveying materials. They are employed in a range of products and machinery to ensure efficient and reliable material handling. Here are some examples of products and machinery that utilize modular belts:
- Food Processing Equipment:
In the food processing industry, modular belts are extensively used in equipment such as conveyors, sorting systems, and packaging machines. They are employed to transport a wide range of food products, including baked goods, fruits and vegetables, meat and poultry, dairy products, and packaged snacks. Modular belts help ensure hygienic and gentle handling of food items, as well as facilitate efficient product flow during processing, sorting, and packaging operations.
- Beverage Bottling Lines:
In beverage bottling plants, modular belts are commonly integrated into conveyor systems for the transportation of bottles, cans, and other containers. They are utilized in various stages of the bottling process, including filling, capping, labeling, and packaging. Modular belts provide a smooth and reliable conveying surface, allowing for seamless movement of containers and ensuring precise alignment during filling and capping operations.
- Automotive Manufacturing:
In automotive manufacturing facilities, modular belts are utilized in assembly lines and material handling systems. They are employed to convey various automotive components, such as engines, transmissions, chassis parts, and interior components. Modular belts offer flexibility in configuring conveyor systems to accommodate different assembly processes and part sizes. They help streamline production and facilitate the efficient transfer of components between workstations.
- Pharmaceutical Production:
In the pharmaceutical industry, modular belts play a crucial role in conveying materials during the production of medications and medical devices. They are used in processes such as tablet and capsule handling, packaging, and labeling. Modular belts provide a clean and hygienic conveying surface, ensuring compliance with strict regulatory requirements. They enable precise positioning of pharmaceutical products during packaging and facilitate efficient material flow in pharmaceutical production lines.
- E-commerce and Logistics:
In e-commerce warehouses, distribution centers, and logistics facilities, modular belts are employed in conveyor systems for the sorting, merging, and transportation of packages and parcels. They are used to handle a wide variety of products, including boxes, cartons, totes, and polybags. Modular belts offer a reliable and flexible conveying solution in high-throughput environments, enabling efficient order fulfillment and smooth material flow in the logistics and supply chain industry.
- Packaging Machinery:
Modular belts are extensively integrated into packaging machinery, such as form-fill-seal machines, carton erectors, case packers, and palletizers. They are used to transport packaging materials, primary and secondary packaging, and finished products. Modular belts help ensure precise and synchronized movement of packages during the packaging process, optimizing productivity and minimizing product damage.
- Agricultural Equipment:
In the agricultural sector, modular belts are utilized in equipment such as harvesters, seed processing machines, and sorting systems. They are employed to handle crops, seeds, and other agricultural products during harvesting, processing, and packaging operations. Modular belts provide reliable conveying surfaces that can withstand outdoor conditions and facilitate the efficient movement of agricultural materials.
- Material Handling in Warehouses:
Modular belts are used in warehouse material handling systems, including conveyor systems for order picking, sorting, and distribution. They are employed to transport a wide range of products, including packages, cartons, and bins. Modular belts offer customization options to meet specific warehouse requirements, such as the ability to handle different product sizes and weights, adapt to varying layouts, and provide reliable and efficient material flow.
These are just a few examples of the many products and machinery that utilize modular belts for conveying materials. The versatility, reliability, and customization options of modular belts make them a popular choice in various industries where efficient and precise material handling is essential.
Can you explain the advantages of using modular belts in conveyor systems?
Using modular belts in conveyor systems offers several advantages over traditional conveyor belts. These advantages contribute to improved efficiency, flexibility, and ease of maintenance. Here are the key advantages of using modular belts:
- Versatility:
Modular belts are highly versatile and can be customized to suit specific application requirements. Their modular design allows for easy configuration, enabling the creation of conveyor systems of various sizes, shapes, and layouts. The interlocking modules can be easily added, removed, or repositioned, providing flexibility in adapting the conveyor system to changing needs or production processes.
- Enhanced Durability:
Modular belts are known for their durability and longevity. Made from robust plastic materials, such as polypropylene or polyethylene, they exhibit excellent resistance to wear, impact, and chemical substances. The interlocking modules distribute the load evenly across the belt, reducing stress on individual components and extending the belt’s lifespan. This durability translates to reduced maintenance requirements and lower overall operating costs.
- Easy Maintenance:
Maintenance of modular belts is relatively simple and convenient. The individual modules can be easily replaced if damaged or worn out, without the need to replace the entire belt. This modular replacement approach minimizes downtime and reduces maintenance costs. Additionally, modular belts have a smooth and non-porous surface, which makes them easy to clean and resistant to the accumulation of debris or contaminants, ensuring hygienic operation in industries such as food processing or pharmaceuticals.
- Accurate Tracking:
Modular belts have excellent tracking capabilities, meaning they can maintain proper alignment during operation. The interlocking modules ensure that the belt remains flat and stable, minimizing the risk of tracking issues or belt misalignment. Accurate tracking reduces the chances of product spillage, improves overall system efficiency, and prolongs the life of the belt and other conveyor components.
- Improved Product Handling:
The design of modular belts allows for precise control and handling of various products. The customizable surface patterns or configurations of the modules create specific gripping or friction characteristics that suit different materials or applications. This improves the stability and control of products during transportation, especially for inclined or declined conveyors. Modular belts can handle a wide range of products, from small items to large, heavy loads, without compromising performance.
- Reduced Noise and Vibrations:
Modular belts tend to generate less noise and vibrations compared to traditional conveyor belts. The interlocking modules and their design help dampen vibrations and minimize noise during operation. This is particularly beneficial in industrial environments where noise reduction is desired for worker comfort or to comply with noise regulations.
- Easy Integration:
Modular belts can be easily integrated with other conveyor components or systems. They can accommodate accessories such as side guides, cleats, or flights to facilitate specific material handling requirements. Additionally, modular belts can be seamlessly integrated with automation systems, sensors, or control devices, allowing for efficient and automated material flow and process control.
In summary, using modular belts in conveyor systems provides advantages such as versatility, enhanced durability, easy maintenance, accurate tracking, improved product handling, reduced noise and vibrations, and easy integration. These benefits make modular belts a preferred choice in various industries, enhancing overall productivity, efficiency, and reliability of conveyor systems.
editor by CX 2024-02-11