Product Description
FAQ:
Q1:Are you a trading company or factory?
A: Xihu (West Lake) Dis. Xihu (West Lake) Dis. Industrial Co., Ltd. has factories located in ZheJiang China, We supply high quality equipment with factory price, and owns export and import rights.
Q2:What product do you manufacture?
A:Xihu (West Lake) Dis. Xihu (West Lake) Dis. Industrial Co., Ltd. is a professional manufacturer of food machinery, glass machinery, mesh belt, mesh chain, chain, chain plate, conveyor and other mechanical equipment.
Q3:What is the payment term?
A:We accept T/T, W/U, L/C, DP and so on.
Q4: What is the delivery time?
A: It takes about 5~15 days usually after receipt of your deposit. /* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Type: | 1000 |
|---|---|
| Material: | Metal |
| Inside Material: | Plastic |
| Feature: | Oil-Resistant, Acid And Alkali Resistant, Tear-Resistant, Heat-Resistant, Cold-Resistant, Wear-Resistant |
| Tensile Strength: | Strong |
| Backflex Radius: | 25mm |
| Samples: |
US$ 0/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
| Customized Request |
|---|
Can you provide insights into the future trends and developments in modular belt technology?
In the future, modular belt technology is expected to continue evolving and adapting to advancements in material science, automation, and industry requirements. Here are some insights into the future trends and developments in modular belt technology:
- Advanced Materials:
The development of new materials and composites is likely to play a significant role in the future of modular belt technology. Manufacturers are continually exploring materials with enhanced strength, wear resistance, and chemical resistance properties. Advanced materials, such as high-performance polymers and reinforced fibers, may be utilized to create modular belts that can withstand even more demanding operating conditions and extend their service life. Additionally, the use of sustainable and recyclable materials may become more prevalent to align with environmental goals and regulations.
- Smart and Connected Belts:
The integration of smart and connected technologies is expected to shape the future of modular belt systems. Sensors and monitoring devices can be incorporated into modular belts to provide real-time data on belt health, performance, and maintenance requirements. This data can be used to optimize operations, predict maintenance needs, and improve overall system efficiency. Smart belts can also enable better tracking and tracing of products, enhancing supply chain transparency and quality control.
- Automation and Robotics:
The increasing adoption of automation and robotics in material handling will likely influence the development of modular belt technology. Modular belts can integrate seamlessly with automated systems, allowing for efficient and precise movement of products. Future modular belt systems may be designed to accommodate robotic interfaces, enabling collaborative or fully automated material handling processes. This integration can improve productivity, reduce labor requirements, and enhance workplace safety.
- Enhanced Performance Features:
Future modular belt systems may incorporate enhanced performance features to cater to specific industry needs. This could include specialized surface coatings for improved grip or reduced friction, modular designs with customizable shapes and sizes, or innovative mechanisms for quick and tool-less belt assembly and disassembly. Manufacturers will likely continue to focus on developing features that enhance belt performance, durability, and ease of maintenance, allowing for more efficient and reliable material handling operations.
- Energy Efficiency and Sustainability:
Energy efficiency and sustainability will remain important considerations in future modular belt technology. Manufacturers may further optimize belt designs to minimize friction and energy consumption, improving overall system efficiency. Additionally, the use of eco-friendly materials and the incorporation of sustainable practices, such as recycling and waste reduction, are likely to be emphasized to align with global sustainability goals. The development of modular belts that contribute to a circular economy by being easily recyclable or biodegradable may also be explored.
Overall, future trends in modular belt technology will revolve around advanced materials, smart and connected capabilities, automation and robotics integration, enhanced performance features, and a continued focus on energy efficiency and sustainability. These developments aim to meet the evolving needs of industries, optimize material handling processes, and contribute to more efficient, sustainable, and intelligent conveyor systems.
Can you provide examples of products or machinery that use modular belts for conveying materials?
Modular belts are widely used in various industries and applications for conveying materials. They are employed in a range of products and machinery to ensure efficient and reliable material handling. Here are some examples of products and machinery that utilize modular belts:
- Food Processing Equipment:
In the food processing industry, modular belts are extensively used in equipment such as conveyors, sorting systems, and packaging machines. They are employed to transport a wide range of food products, including baked goods, fruits and vegetables, meat and poultry, dairy products, and packaged snacks. Modular belts help ensure hygienic and gentle handling of food items, as well as facilitate efficient product flow during processing, sorting, and packaging operations.
- Beverage Bottling Lines:
In beverage bottling plants, modular belts are commonly integrated into conveyor systems for the transportation of bottles, cans, and other containers. They are utilized in various stages of the bottling process, including filling, capping, labeling, and packaging. Modular belts provide a smooth and reliable conveying surface, allowing for seamless movement of containers and ensuring precise alignment during filling and capping operations.
- Automotive Manufacturing:
In automotive manufacturing facilities, modular belts are utilized in assembly lines and material handling systems. They are employed to convey various automotive components, such as engines, transmissions, chassis parts, and interior components. Modular belts offer flexibility in configuring conveyor systems to accommodate different assembly processes and part sizes. They help streamline production and facilitate the efficient transfer of components between workstations.
- Pharmaceutical Production:
In the pharmaceutical industry, modular belts play a crucial role in conveying materials during the production of medications and medical devices. They are used in processes such as tablet and capsule handling, packaging, and labeling. Modular belts provide a clean and hygienic conveying surface, ensuring compliance with strict regulatory requirements. They enable precise positioning of pharmaceutical products during packaging and facilitate efficient material flow in pharmaceutical production lines.
- E-commerce and Logistics:
In e-commerce warehouses, distribution centers, and logistics facilities, modular belts are employed in conveyor systems for the sorting, merging, and transportation of packages and parcels. They are used to handle a wide variety of products, including boxes, cartons, totes, and polybags. Modular belts offer a reliable and flexible conveying solution in high-throughput environments, enabling efficient order fulfillment and smooth material flow in the logistics and supply chain industry.
- Packaging Machinery:
Modular belts are extensively integrated into packaging machinery, such as form-fill-seal machines, carton erectors, case packers, and palletizers. They are used to transport packaging materials, primary and secondary packaging, and finished products. Modular belts help ensure precise and synchronized movement of packages during the packaging process, optimizing productivity and minimizing product damage.
- Agricultural Equipment:
In the agricultural sector, modular belts are utilized in equipment such as harvesters, seed processing machines, and sorting systems. They are employed to handle crops, seeds, and other agricultural products during harvesting, processing, and packaging operations. Modular belts provide reliable conveying surfaces that can withstand outdoor conditions and facilitate the efficient movement of agricultural materials.
- Material Handling in Warehouses:
Modular belts are used in warehouse material handling systems, including conveyor systems for order picking, sorting, and distribution. They are employed to transport a wide range of products, including packages, cartons, and bins. Modular belts offer customization options to meet specific warehouse requirements, such as the ability to handle different product sizes and weights, adapt to varying layouts, and provide reliable and efficient material flow.
These are just a few examples of the many products and machinery that utilize modular belts for conveying materials. The versatility, reliability, and customization options of modular belts make them a popular choice in various industries where efficient and precise material handling is essential.
What are modular belts, and how are they used in industrial applications?
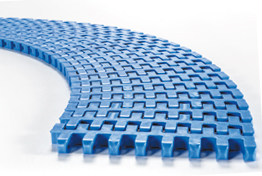
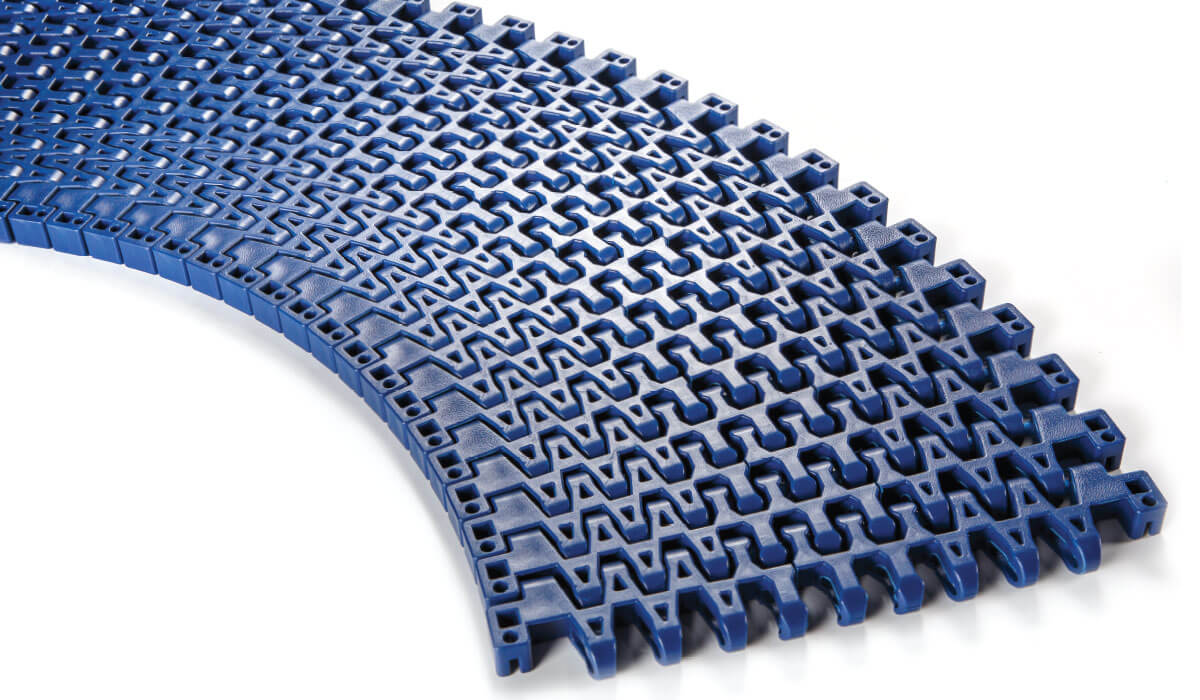
Modular belts are conveyor belts composed of individual interlocking modules or links. These modules are typically made of durable plastic materials, such as polypropylene or polyethylene, and feature a variety of surface patterns or configurations. Modular belts are widely used in industrial applications for their versatility, durability, and ease of maintenance. Here is an overview of modular belts and their uses in industrial settings:
- Structure and Design:
Modular belts consist of individual modules that are linked together to form a continuous belt. Each module has built-in hinges or connecting rods that allow for easy assembly and disassembly. The modules are usually flat or slightly curved, and their surface can be customized with different patterns, textures, or accessories to suit specific application requirements. The modular design provides flexibility in terms of belt width, length, and configuration, making it adaptable to various industrial applications.
- Material Handling:
One of the primary uses of modular belts in industrial applications is for material handling. They are commonly employed in conveyor systems for the transportation of goods, products, or components. Modular belts offer smooth and consistent movement, allowing for the efficient transfer of materials from one point to another. They can handle a wide range of loads, from lightweight packages to heavy bulk materials, making them suitable for diverse industries such as manufacturing, logistics, food processing, and automotive.
- Accumulation and Sorting:
Modular belts are often utilized in accumulation and sorting applications. The interlocking modules create a flat and even surface, which enables products to accumulate without interference. This feature is particularly useful in assembly lines or distribution centers, where items need to be temporarily stored or grouped before further processing or sorting. The modular design allows for easy integration with other equipment, such as sensors or diverters, to facilitate automated sorting or routing of products based on specific criteria.
- Inclined or Declined Transport:
Modular belts are well-suited for inclined or declined transport applications. The interlocking modules ensure that products remain stable and do not slide or roll during vertical or angled movement. This makes modular belts ideal for applications such as elevating or lowering products between different levels of a production facility or warehouse. The customizable surface patterns of the modules can provide additional grip or friction, further enhancing the belt’s ability to handle inclined or declined transport of goods.
- Hygienic and Sanitary Applications:
Modular belts are widely used in industries that require hygienic or sanitary conditions, such as the food and beverage or pharmaceutical sectors. The smooth and non-porous surface of modular belts is easy to clean and resistant to the accumulation of debris, moisture, or bacteria. They can withstand frequent washdowns or sanitization processes without compromising their structural integrity. Additionally, the modular design allows for quick and straightforward module replacement in case of damage or contamination.
- Specialized Applications:
Modular belts find applications in specialized industrial processes as well. For example, they are used in high-temperature environments, such as baking or heat-treatment ovens, where traditional conveyor belts may not be suitable. Modular belts can withstand elevated temperatures without deformation or degradation. They are also utilized in applications that require tight transfers or small product gaps, such as in the packaging industry, where precise positioning and spacing of products are crucial.
In summary, modular belts are conveyor belts composed of individual interlocking modules. They are used in various industrial applications, including material handling, accumulation and sorting, inclined or declined transport, hygienic and sanitary environments, and specialized processes. The modular design, durability, and ease of maintenance make them a versatile and reliable solution for diverse industrial sectors.


editor by CX 2024-04-17