Product Description
FAQ:
Q1:Are you a trading company or factory?
A: Xihu (West Lake) Dis. Xihu (West Lake) Dis. Industrial Co., Ltd. has factories located in ZheJiang China, We supply high quality equipment with factory price, and owns export and import rights.
Q2:What product do you manufacture?
A:Xihu (West Lake) Dis. Xihu (West Lake) Dis. Industrial Co., Ltd. is a professional manufacturer of food machinery, glass machinery, mesh belt, mesh chain, chain, chain plate, conveyor and other mechanical equipment.
Q3:What is the payment term?
A:We accept T/T, W/U, L/C, DP and so on.
Q4: What is the delivery time?
A: It takes about 5~15 days usually after receipt of your deposit. /* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Type: | 1000 |
|---|---|
| Material: | Metal |
| Inside Material: | Plastic |
| Feature: | Oil-Resistant, Acid And Alkali Resistant, Tear-Resistant, Heat-Resistant, Cold-Resistant, Wear-Resistant |
| Tensile Strength: | Strong |
| Backflex Radius: | 25mm |
| Samples: |
US$ 0/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
| Customized Request |
|---|
Can you provide insights into the future trends and developments in modular belt technology?
In the future, modular belt technology is expected to continue evolving and adapting to advancements in material science, automation, and industry requirements. Here are some insights into the future trends and developments in modular belt technology:
- Advanced Materials:
The development of new materials and composites is likely to play a significant role in the future of modular belt technology. Manufacturers are continually exploring materials with enhanced strength, wear resistance, and chemical resistance properties. Advanced materials, such as high-performance polymers and reinforced fibers, may be utilized to create modular belts that can withstand even more demanding operating conditions and extend their service life. Additionally, the use of sustainable and recyclable materials may become more prevalent to align with environmental goals and regulations.
- Smart and Connected Belts:
The integration of smart and connected technologies is expected to shape the future of modular belt systems. Sensors and monitoring devices can be incorporated into modular belts to provide real-time data on belt health, performance, and maintenance requirements. This data can be used to optimize operations, predict maintenance needs, and improve overall system efficiency. Smart belts can also enable better tracking and tracing of products, enhancing supply chain transparency and quality control.
- Automation and Robotics:
The increasing adoption of automation and robotics in material handling will likely influence the development of modular belt technology. Modular belts can integrate seamlessly with automated systems, allowing for efficient and precise movement of products. Future modular belt systems may be designed to accommodate robotic interfaces, enabling collaborative or fully automated material handling processes. This integration can improve productivity, reduce labor requirements, and enhance workplace safety.
- Enhanced Performance Features:
Future modular belt systems may incorporate enhanced performance features to cater to specific industry needs. This could include specialized surface coatings for improved grip or reduced friction, modular designs with customizable shapes and sizes, or innovative mechanisms for quick and tool-less belt assembly and disassembly. Manufacturers will likely continue to focus on developing features that enhance belt performance, durability, and ease of maintenance, allowing for more efficient and reliable material handling operations.
- Energy Efficiency and Sustainability:
Energy efficiency and sustainability will remain important considerations in future modular belt technology. Manufacturers may further optimize belt designs to minimize friction and energy consumption, improving overall system efficiency. Additionally, the use of eco-friendly materials and the incorporation of sustainable practices, such as recycling and waste reduction, are likely to be emphasized to align with global sustainability goals. The development of modular belts that contribute to a circular economy by being easily recyclable or biodegradable may also be explored.
Overall, future trends in modular belt technology will revolve around advanced materials, smart and connected capabilities, automation and robotics integration, enhanced performance features, and a continued focus on energy efficiency and sustainability. These developments aim to meet the evolving needs of industries, optimize material handling processes, and contribute to more efficient, sustainable, and intelligent conveyor systems.
Can modular belts be customized for specific industries or conveyor configurations?
Yes, modular belts can be customized to meet the specific requirements of different industries or conveyor configurations. The modular design of these belts allows for flexibility in tailoring them to specific applications, ensuring optimal performance and functionality. Here are some ways in which modular belts can be customized:
- Material Selection:
Modular belts can be customized by selecting the appropriate materials based on the industry or application requirements. Different industries have specific material handling needs, such as food processing, pharmaceuticals, automotive, or electronics. For example, in food processing, modular belts made of FDA-approved materials that are resistant to chemicals and easy to clean are often used. In industries where high temperatures or abrasive materials are present, modular belts with heat-resistant or wear-resistant materials can be selected. By choosing the right material, the belt can be customized to withstand the demands of the specific industry.
- Module Design:
The design of individual modules can be customized to enhance the performance of the modular belt. Modules come in various shapes, sizes, and surface textures to accommodate different product characteristics and conveyor requirements. For example, modules with cleats or flights can be added to provide better grip and prevent product slippage on inclined or declined conveyors. Modules with rollers or ball transfers can facilitate smoother product transfers between conveyors. By selecting or customizing the module design, the modular belt can be tailored to specific product handling needs and conveyor configurations.
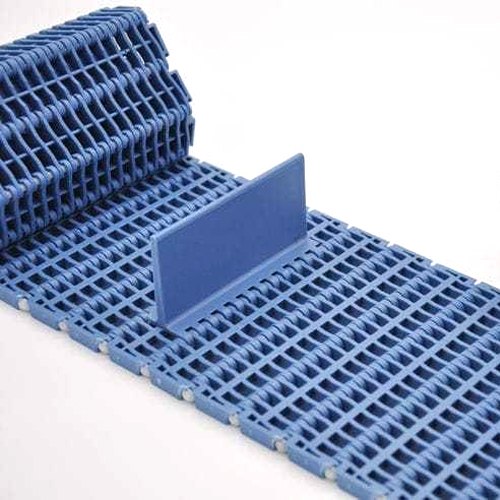
- Accessories and Features:
Modular belts can be customized with accessories and features to enhance their functionality in specific industries or conveyor configurations. Accessories such as side guards, guide rails, or diverts can be added to ensure proper product orientation and containment. Additionally, specialized features like low back-pressure accumulation systems or indexing modules can be integrated into the belt to meet specific operational requirements. These customized accessories and features enable the modular belt to adapt to unique industry needs and conveyor system configurations.
- Size and Dimensions:
The size and dimensions of modular belts can be customized to fit specific conveyor configurations. The individual modules can be easily cut or extended to achieve the desired length of the belt. Additional modules can be added or removed to adjust the width of the belt according to the available space or product handling requirements. This customization allows the modular belt to seamlessly integrate into existing conveyor systems or be tailored to fit unique conveyor layouts.
- Specialized Belting Solutions:
Some modular belt manufacturers offer specialized belting solutions for specific industries or applications. These customized solutions are designed to address the unique challenges and requirements of particular industries, such as meat and poultry processing, baking, or automotive manufacturing. They may include features like antimicrobial coatings, high-temperature resistance, or specialized surface textures. These specialized belting solutions ensure that the modular belt is optimized for the specific industry or application, providing reliable and efficient performance.
In summary, modular belts can be customized for specific industries or conveyor configurations through material selection, module design, accessories and features, size and dimensions, and specialized belting solutions. This customization allows the modular belt to meet the unique needs of different industries and ensure optimal performance and functionality in diverse conveyor system applications.
How do modular belts differ from traditional conveyor belts in terms of design and functionality?
In terms of design and functionality, modular belts differ from traditional conveyor belts in several key ways. These differences contribute to the unique advantages and capabilities of modular belts in industrial applications. Here’s a detailed comparison:
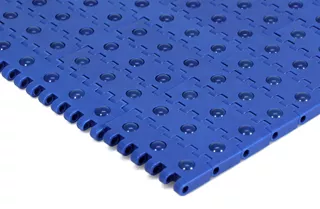
- Design:
Traditional conveyor belts are typically made of a continuous loop of material, such as rubber or fabric, that is stretched over a series of rollers. In contrast, modular belts are composed of individual interlocking modules or links. Each module has built-in hinges or connecting rods that allow for easy assembly and disassembly. The modules are usually flat or slightly curved, and they can be customized with various surface patterns, textures, or accessories to meet specific application requirements.
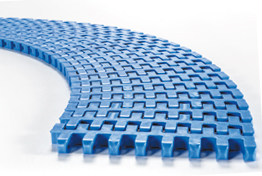
- Flexibility:
Modular belts offer greater flexibility compared to traditional conveyor belts. The modular design allows for easy configuration and customization of the belt’s width, length, and layout. The interlocking modules can be added, removed, or repositioned as needed, enabling the creation of conveyor systems of different sizes and shapes. This flexibility makes modular belts adaptable to changing production processes or facility layouts, whereas traditional conveyor belts are relatively fixed in their dimensions and configurations.
- Load Distribution:
Modular belts distribute the load more evenly compared to traditional conveyor belts. The interlocking modules share the weight of the transported goods, reducing stress on individual components and enhancing the belt’s durability. In traditional conveyor belts, the load is concentrated on the belt’s surface, which can lead to uneven wear and potential damage. The load distribution capability of modular belts allows them to handle a wide range of loads, from lightweight packages to heavy bulk materials, with improved performance and longevity.
- Maintenance and Repair:
Maintenance and repair of modular belts are generally easier compared to traditional conveyor belts. If a module gets damaged or worn out, it can be replaced individually without the need to replace the entire belt. This modular replacement approach reduces downtime and maintenance costs. In contrast, repairing traditional conveyor belts often involves replacing a larger section or the entire belt, which can be more time-consuming and costly. Additionally, modular belts have a smooth and non-porous surface, making them easier to clean and resistant to debris or contaminants, enhancing hygiene and reducing maintenance requirements.
- Accumulation and Sorting:
Modular belts excel in accumulation and sorting applications. The interlocking modules create a flat and even surface that allows products to accumulate without interference. This feature is beneficial in assembly lines or distribution centers where items need to be temporarily stored or grouped before further processing or sorting. Traditional conveyor belts, on the other hand, may not provide the same level of product stability and accumulation capabilities.
- Tracking and Alignment:
Modular belts have excellent tracking and alignment characteristics. The interlocking modules ensure that the belt remains flat and stable during operation, minimizing the risk of tracking issues or belt misalignment. This accurate tracking improves overall system efficiency, reduces product spillage, and extends the life of the belt and other conveyor components. Traditional conveyor belts may require additional mechanisms or adjustments to maintain proper tracking and alignment.
- Specialized Applications:
Modular belts are suitable for a wide range of specialized applications. Their versatility and customizable design make them adaptable to specific material handling needs. For example, modular belts can withstand high temperatures, making them suitable for baking or heat-treatment applications where traditional belts may not be suitable. They can also be customized to provide tight transfers or small product gaps, which is beneficial in industries such as packaging. Traditional conveyor belts may not offer the same level of customization or specialized capabilities.
In summary, modular belts differ from traditional conveyor belts in terms of their design and functionality. The modular design and flexibility of modular belts allow for easy configuration, customization, and maintenance. They offer advantages such as improved load distribution, accurate tracking, and suitability for specialized applications. These differences contribute to the unique capabilities and benefits of modular belts in industrial settings.


editor by CX 2024-04-25