Product Description
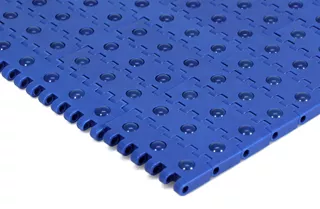
The material for the modular belts is POM and PP, it can used for many kinds of industries, such as for filling machinery, packaging machinery, transfer machinery and so on.
Modular Belts
Conveyor Belts
Modular Plastic Belts
Conveyor Belts
Conveyor Components
Plastic Belts
| Type | Material | Working Load | Weight (KG/M2) | Backflex Radius (min) |
| RIB900 | POM | 21000 | 8.19 | 50 |
| PP | 10000 | 5.21 | ||
| PE | 5000 | 5.57 |
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Material: | Plastic |
|---|---|
| Inside Material: | Plastic |
| Feature: | Heat-Resistant |
| Belt Material: | POM/PP/PE |
| Pitch: | 27.2mm |
| Open Area: | 38% |
| Customization: |
Available
| Customized Request |
|---|
Can modular belts be used in heavy-duty applications, such as mining or construction?
Yes, modular belts can be used in heavy-duty applications, including mining and construction. Here’s a detailed explanation:
Modular belts are designed to offer robust performance and durability, making them suitable for a wide range of industrial applications, including heavy-duty environments. In heavy-duty industries like mining and construction, where materials are often large, heavy, and abrasive, modular belts provide several advantages over traditional conveyor belt systems.
- Strength and Load Capacity:
Modular belts are engineered to handle heavy loads and withstand the demanding conditions encountered in mining and construction operations. They are constructed using high-strength materials, such as reinforced thermoplastics or metals, which offer excellent load-carrying capacity and resistance to impact and abrasion. This enables modular belts to transport heavy materials, such as ore, gravel, rocks, or construction aggregates, with ease and reliability.
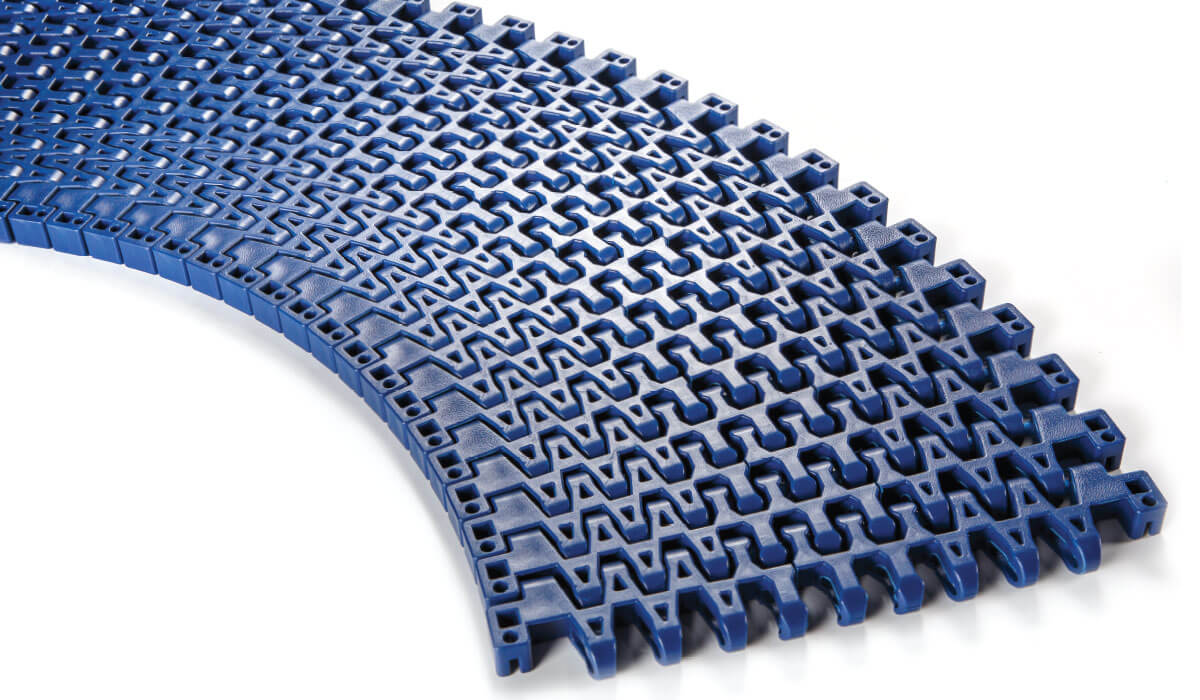
- Flexibility and Adaptability:
Modular belts exhibit flexibility and adaptability, which are essential in heavy-duty applications. The modular design allows for easy customization of the belt width, length, and configuration to accommodate specific material handling requirements. Belt modules can be easily added, removed, or reconfigured to adapt to changes in the production process or conveyor layout. This flexibility enables modular belts to fit into existing conveyor systems or be designed for unique applications in mining and construction, optimizing material flow and operational efficiency.
- Resistance to Wear and Tear:
Heavy-duty applications expose conveyor belts to harsh conditions, including abrasive materials, impact, and high levels of mechanical stress. Modular belts are designed to withstand such wear and tear, thanks to their rugged construction and specialized surface features. The modules often have reinforced or textured surfaces that enhance grip and prevent material slippage, reducing the risk of belt damage or product spillage. Additionally, modular belts are resistant to abrasion and tearing, ensuring prolonged service life in challenging mining and construction environments.
- Chemical and Moisture Resistance:
In certain mining and construction applications, conveyor belts may encounter chemicals, moisture, or other environmental factors that can degrade the belt material. Modular belts are available in chemically resistant materials, such as polyethylene or polypropylene blends, which can withstand exposure to various chemicals and moisture without significant deterioration. This chemical and moisture resistance ensures that modular belts maintain their structural integrity and performance even in harsh operating conditions.
- Easy Maintenance and Repairs:
Maintenance and repair requirements are inevitable in heavy-duty applications. Modular belts offer advantages in terms of maintenance and repairs. The modular design allows for quick and cost-effective repairs, as individual modules can be replaced without replacing the entire belt. This reduces downtime and minimizes production disruptions. Additionally, modular belts are generally easier to clean and sanitize, contributing to overall maintenance efficiency in heavy-duty environments.
In summary, modular belts can indeed be used in heavy-duty applications, including mining and construction. Their strength, load capacity, flexibility, resistance to wear and tear, chemical and moisture resistance, and ease of maintenance make them a viable choice for efficiently handling heavy materials and operating reliably in demanding industrial settings.
Can modular belts be customized for specific industries or conveyor configurations?
Yes, modular belts can be customized to meet the specific requirements of different industries or conveyor configurations. The modular design of these belts allows for flexibility in tailoring them to specific applications, ensuring optimal performance and functionality. Here are some ways in which modular belts can be customized:
- Material Selection:
Modular belts can be customized by selecting the appropriate materials based on the industry or application requirements. Different industries have specific material handling needs, such as food processing, pharmaceuticals, automotive, or electronics. For example, in food processing, modular belts made of FDA-approved materials that are resistant to chemicals and easy to clean are often used. In industries where high temperatures or abrasive materials are present, modular belts with heat-resistant or wear-resistant materials can be selected. By choosing the right material, the belt can be customized to withstand the demands of the specific industry.
- Module Design:
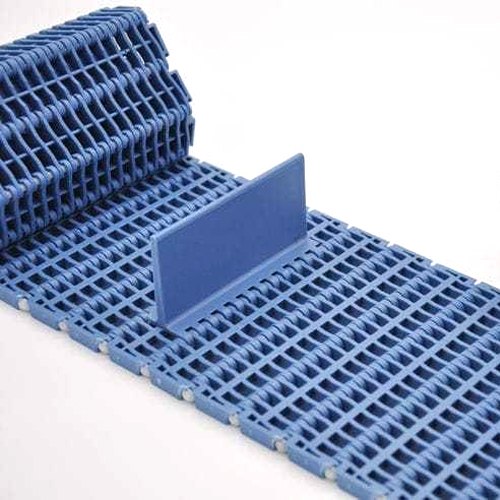
The design of individual modules can be customized to enhance the performance of the modular belt. Modules come in various shapes, sizes, and surface textures to accommodate different product characteristics and conveyor requirements. For example, modules with cleats or flights can be added to provide better grip and prevent product slippage on inclined or declined conveyors. Modules with rollers or ball transfers can facilitate smoother product transfers between conveyors. By selecting or customizing the module design, the modular belt can be tailored to specific product handling needs and conveyor configurations.
- Accessories and Features:
Modular belts can be customized with accessories and features to enhance their functionality in specific industries or conveyor configurations. Accessories such as side guards, guide rails, or diverts can be added to ensure proper product orientation and containment. Additionally, specialized features like low back-pressure accumulation systems or indexing modules can be integrated into the belt to meet specific operational requirements. These customized accessories and features enable the modular belt to adapt to unique industry needs and conveyor system configurations.
- Size and Dimensions:
The size and dimensions of modular belts can be customized to fit specific conveyor configurations. The individual modules can be easily cut or extended to achieve the desired length of the belt. Additional modules can be added or removed to adjust the width of the belt according to the available space or product handling requirements. This customization allows the modular belt to seamlessly integrate into existing conveyor systems or be tailored to fit unique conveyor layouts.
- Specialized Belting Solutions:
Some modular belt manufacturers offer specialized belting solutions for specific industries or applications. These customized solutions are designed to address the unique challenges and requirements of particular industries, such as meat and poultry processing, baking, or automotive manufacturing. They may include features like antimicrobial coatings, high-temperature resistance, or specialized surface textures. These specialized belting solutions ensure that the modular belt is optimized for the specific industry or application, providing reliable and efficient performance.
In summary, modular belts can be customized for specific industries or conveyor configurations through material selection, module design, accessories and features, size and dimensions, and specialized belting solutions. This customization allows the modular belt to meet the unique needs of different industries and ensure optimal performance and functionality in diverse conveyor system applications.
What are modular belts, and how are they used in industrial applications?
Modular belts are conveyor belts composed of individual interlocking modules or links. These modules are typically made of durable plastic materials, such as polypropylene or polyethylene, and feature a variety of surface patterns or configurations. Modular belts are widely used in industrial applications for their versatility, durability, and ease of maintenance. Here is an overview of modular belts and their uses in industrial settings:
- Structure and Design:
Modular belts consist of individual modules that are linked together to form a continuous belt. Each module has built-in hinges or connecting rods that allow for easy assembly and disassembly. The modules are usually flat or slightly curved, and their surface can be customized with different patterns, textures, or accessories to suit specific application requirements. The modular design provides flexibility in terms of belt width, length, and configuration, making it adaptable to various industrial applications.
- Material Handling:
One of the primary uses of modular belts in industrial applications is for material handling. They are commonly employed in conveyor systems for the transportation of goods, products, or components. Modular belts offer smooth and consistent movement, allowing for the efficient transfer of materials from one point to another. They can handle a wide range of loads, from lightweight packages to heavy bulk materials, making them suitable for diverse industries such as manufacturing, logistics, food processing, and automotive.
- Accumulation and Sorting:
Modular belts are often utilized in accumulation and sorting applications. The interlocking modules create a flat and even surface, which enables products to accumulate without interference. This feature is particularly useful in assembly lines or distribution centers, where items need to be temporarily stored or grouped before further processing or sorting. The modular design allows for easy integration with other equipment, such as sensors or diverters, to facilitate automated sorting or routing of products based on specific criteria.
- Inclined or Declined Transport:
Modular belts are well-suited for inclined or declined transport applications. The interlocking modules ensure that products remain stable and do not slide or roll during vertical or angled movement. This makes modular belts ideal for applications such as elevating or lowering products between different levels of a production facility or warehouse. The customizable surface patterns of the modules can provide additional grip or friction, further enhancing the belt’s ability to handle inclined or declined transport of goods.
- Hygienic and Sanitary Applications:
Modular belts are widely used in industries that require hygienic or sanitary conditions, such as the food and beverage or pharmaceutical sectors. The smooth and non-porous surface of modular belts is easy to clean and resistant to the accumulation of debris, moisture, or bacteria. They can withstand frequent washdowns or sanitization processes without compromising their structural integrity. Additionally, the modular design allows for quick and straightforward module replacement in case of damage or contamination.
- Specialized Applications:
Modular belts find applications in specialized industrial processes as well. For example, they are used in high-temperature environments, such as baking or heat-treatment ovens, where traditional conveyor belts may not be suitable. Modular belts can withstand elevated temperatures without deformation or degradation. They are also utilized in applications that require tight transfers or small product gaps, such as in the packaging industry, where precise positioning and spacing of products are crucial.
In summary, modular belts are conveyor belts composed of individual interlocking modules. They are used in various industrial applications, including material handling, accumulation and sorting, inclined or declined transport, hygienic and sanitary environments, and specialized processes. The modular design, durability, and ease of maintenance make them a versatile and reliable solution for diverse industrial sectors.


editor by CX 2024-04-26