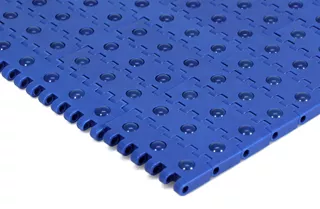
Product Description
| Data(HS-502A-HD) | |||||
| Belt Material | Belt Strength | Temperature | Belt Weight | ||
| Straight | °C(min) | °C(max) | (Kg/M²) | ||
| Kg/M(BW) | N/M(BW) | ||||
| PP | 1060 | 10600 | 1 | 100 | 6.5 |
| PE | 1030 | 10300 | -60 | 60 | 7.3 |
| POM | 1720 | 17200 | -40 | 80 | 11.5 |
| PA | 1520 | 15200 | 1 | 180 | 10.2 |
Avantages of the Hongsbelt products
1.Hongsbelt modular conveyor belt has more than 10 times service life,long life time and reducing replacement cost than traditional conveyor belt.
2.Hongsbelt modular conveyor belt is easy to assemble, allowing only the replacement of damaged parts, easy to replace, saving maintenance time and costs.
3.Hongsbelt modular conveyor belt has strong wear resistance, high temperature resistance, cold resistance and oil resistance.
4.Hongsbelt modular conveyor belt is easy to clean, farewell to the propagation of bacteria, especially suitable for application in food industry.
5.Hongsbelt modular conveyor belt in food and non-food industry, it plays an important role in the character of durability,low maintenance cost and easy to clean.
6.Hongsbelt has agents in many countries and can provide good after-sales service.
7.Hongsbelt not only has a complete production line to meet different application needs, but also can provide comprehensive product knowledge and experience. After 20 years of innovative research and development, we can provide more than 5000 kinds of solutions to provide perfect support for you in the field of transportation.
Application
Tire Industry & Corrugated& Packaging&Printing industry
-Widely used in various scenarios of the corrugated industry,rotary disk conveying equipment, corrugated ground modular conveying line, big hanging basket stackers, etc.
-Reliable and simple means of conveying linked by modules
-Suitable for heavy-duty applications, belt strength up to 1200KG/m² when operating
-Smooth speeds up to 40m/min, with smooth start and smooth stop
-Long service life, low maintenance
Cooperation Case
We Cooperated with Dhl & Amazon to Help Them Solve Multi-scenario Application Parcel Sorting
Global cooperation broke through 50+ agent service providers
and signed strategic cooperation agreements with “Safari Belting Systems” in the United States
“HONG’S BELT Branches” in Europe, and “HONG’S BELT Branches” in India
Exhibitions around the world
Every year hongsbelt will go to all over the world to participate in exhibitions
We have served projects in more than 120 regions and countries with global delivery capabilities
Hong’s Belt team can provide customers with more than 5,000 solutions
Factory
HONG’S BELT
Xihu (West Lake) Dis. Xinhai (HangZhou) Technology Co., Ltd is a leading high-tech company providing intelligent conveyor solutions. We have a modern industrialized manufacturing area of 100,000 square meters for the production of modular plastic belts and conveying systems solutions.
Hong’sbelt Group currently has more than 1,000 employees, including more than 100 R&D teams, more than 500 production and functional departments, and about 300 sales and sales support departments. The sales points are distributed on all continents of the world.Realize Automatic and Intelligent.
We developed a fully integrated industrial chain with independent core technology, key components, leading products and conveyor systems solutions.
Certificate
We hold more than 400 national authorized patents and software certifications
Allseries of products have obtained the US “FDA” food grade certification And “EU” certification in Europe
Obtained “ISO9001-2008” quality management system certification
FAQ
Q: Are you a trading company or manufacturer?
A: We are a manufacturer of modular belt, chains belt and conveyor components, with head office in HangZhou, China, and 2 big factories located in HangZhou and HangZhou.
Q: Are HONGSBELT products in accordance with FDA regulations and EU Directives?
A: Our standard materials (PP, POM, PE, PA) comply with the FDA regulations and EU Directives. A letter of assurance can be made available on demand.
Q: Can we use HONGSBELT Modular Conveyor Belt in corrosive environment?
A: HONGSBELT belts can be used in medium to severe CZPT applications, however, special product recommendations and conveyor design guidelines must be followed. More information, pls contact our online Customer Service or email to HONGSBELT Team.
Q: What is the temperature range for the belt material?
A: HONGSBELT belts offers various materials suitable for operation in temperatures ranging from -60 °C to 260 °C. Specific material should be chosen based on your operating temperature.
Q: What is the real meaning of the belt strength?
A: The belt strength is the maximum tension (per foot or meter of width) the belt can continuously run at.
Q: How long will it take me to get quotation?
A: You will always receive any requested quote by the end of the next working day at the latest, but often quotes are emailed to you before you hang up the phone.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Type: | Conveyor |
|---|---|
| Material: | POM/PP/PE/PA |
| Inside Material: | POM/PP/PE/PA |
| Feature: | Heat-Resistant, Cold-Resistant, Wear-Resistant |
| Tensile Strength: | Strong |
| Pitch: | 25mm |
| Samples: |
US$ 199/Square Meter
1 Square Meter(Min.Order) | |
|---|
Can modular belts be used in heavy-duty applications, such as mining or construction?
Yes, modular belts can be used in heavy-duty applications, including mining and construction. Here’s a detailed explanation:
Modular belts are designed to offer robust performance and durability, making them suitable for a wide range of industrial applications, including heavy-duty environments. In heavy-duty industries like mining and construction, where materials are often large, heavy, and abrasive, modular belts provide several advantages over traditional conveyor belt systems.
- Strength and Load Capacity:
Modular belts are engineered to handle heavy loads and withstand the demanding conditions encountered in mining and construction operations. They are constructed using high-strength materials, such as reinforced thermoplastics or metals, which offer excellent load-carrying capacity and resistance to impact and abrasion. This enables modular belts to transport heavy materials, such as ore, gravel, rocks, or construction aggregates, with ease and reliability.
- Flexibility and Adaptability:
Modular belts exhibit flexibility and adaptability, which are essential in heavy-duty applications. The modular design allows for easy customization of the belt width, length, and configuration to accommodate specific material handling requirements. Belt modules can be easily added, removed, or reconfigured to adapt to changes in the production process or conveyor layout. This flexibility enables modular belts to fit into existing conveyor systems or be designed for unique applications in mining and construction, optimizing material flow and operational efficiency.
- Resistance to Wear and Tear:
Heavy-duty applications expose conveyor belts to harsh conditions, including abrasive materials, impact, and high levels of mechanical stress. Modular belts are designed to withstand such wear and tear, thanks to their rugged construction and specialized surface features. The modules often have reinforced or textured surfaces that enhance grip and prevent material slippage, reducing the risk of belt damage or product spillage. Additionally, modular belts are resistant to abrasion and tearing, ensuring prolonged service life in challenging mining and construction environments.
- Chemical and Moisture Resistance:
In certain mining and construction applications, conveyor belts may encounter chemicals, moisture, or other environmental factors that can degrade the belt material. Modular belts are available in chemically resistant materials, such as polyethylene or polypropylene blends, which can withstand exposure to various chemicals and moisture without significant deterioration. This chemical and moisture resistance ensures that modular belts maintain their structural integrity and performance even in harsh operating conditions.
- Easy Maintenance and Repairs:
Maintenance and repair requirements are inevitable in heavy-duty applications. Modular belts offer advantages in terms of maintenance and repairs. The modular design allows for quick and cost-effective repairs, as individual modules can be replaced without replacing the entire belt. This reduces downtime and minimizes production disruptions. Additionally, modular belts are generally easier to clean and sanitize, contributing to overall maintenance efficiency in heavy-duty environments.
In summary, modular belts can indeed be used in heavy-duty applications, including mining and construction. Their strength, load capacity, flexibility, resistance to wear and tear, chemical and moisture resistance, and ease of maintenance make them a viable choice for efficiently handling heavy materials and operating reliably in demanding industrial settings.
How do modular belts contribute to the flexibility and adaptability of conveyor systems?
Modular belts play a crucial role in enhancing the flexibility and adaptability of conveyor systems. Their unique design and construction offer several advantages that enable conveyor systems to be easily customized and adapted to meet specific operational requirements. Here’s how modular belts contribute to the flexibility and adaptability of conveyor systems:
- Modular Design:
Modular belts are composed of individual modules or links that are interconnected to form a continuous belt. These modules are typically made of plastic materials such as polypropylene, polyethylene, or acetal. The modular design allows for easy assembly and disassembly of the belt, facilitating quick modifications or replacements when needed. Conveyor systems can be easily reconfigured or expanded by adding or removing modules, enabling flexibility in adapting to changing production needs or layouts.
- Customizable Length and Width:
Modular belts can be customized to specific lengths and widths, allowing conveyor systems to be tailored to the available space and operational requirements. The individual modules can be easily cut to the desired length, and additional modules can be added or removed to adjust the width of the belt. This flexibility in sizing enables efficient utilization of space and facilitates integration into existing production lines or facilities without major modifications.
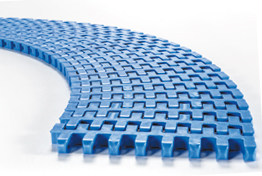
- Configurable Conveyor Layouts:
Modular belts offer versatility in configuring conveyor layouts to suit different applications. The interlocking modules allow for smooth movement around curves and bends, enabling the creation of curved or spiral conveyors. This flexibility in conveyor design facilitates the efficient use of floor space and enables the movement of products along complex paths. Conveyor systems can be easily adapted to fit within existing production environments or optimize material flow in specific processes.
- Specialized Modules and Accessories:
Modular belts offer a wide range of specialized modules and accessories that enhance the adaptability of conveyor systems. Various module designs are available to cater to specific product handling requirements, such as modules with high friction surfaces for inclines or declines, cleated modules for vertical lifting, or roller-top modules for smooth product transfers. Additionally, accessories such as side guards, flights, and guide rails can be easily integrated into the modular belt to accommodate different product sizes, shapes, or orientations.
- Easy Integration with Other Conveyor Components:
Modular belts are designed to seamlessly integrate with other conveyor components, such as drive systems, idlers, and sprockets. The modular nature of the belt allows for simple connection to these components, enabling easy installation, maintenance, and replacement. This compatibility with other conveyor parts simplifies system modifications or upgrades, making it easier to adapt the conveyor to changing production needs or accommodate different types of materials.
- Application-Specific Features:
Modular belts offer application-specific features that contribute to the adaptability of conveyor systems. For example, there are modular belts designed for high-speed applications, heavy-duty applications, or applications that require low back-pressure accumulation. These specialized belts ensure that the conveyor system can handle specific material characteristics, production rates, or operational requirements, allowing for seamless integration into diverse industrial environments.
Overall, modular belts provide the flexibility and adaptability necessary for conveyor systems to meet the unique needs of different industrial applications. Their modular design, customizable dimensions, configurable layouts, specialized modules, and easy integration with other components make them a versatile choice for optimizing material handling processes and adapting to changing production demands.
Are there specific applications where modular belts outperform other types of conveyor belts?
Yes, there are specific applications where modular belts outperform other types of conveyor belts. The unique features and advantages of modular belts make them particularly suitable for certain material handling requirements. Here are some applications where modular belts excel:
- Conveying Fragile Products:
Modular belts are well-suited for handling fragile products that require gentle transportation. The flat and even surface of modular belts minimizes product damage, such as breakage or deformation, during conveying. The customization options of modular belts, including the ability to add soft or low-friction inserts, further enhance the gentle handling of delicate items. Industries such as food, electronics, and pharmaceuticals often rely on modular belts to transport fragile products without compromising their integrity.
- Accumulation and Indexing:
Modular belts offer excellent functionality for accumulation and indexing applications. Accumulation refers to the temporary storage of products on the conveyor system, allowing for controlled release and smooth flow downstream. Modular belts with low back-pressure accumulation systems facilitate efficient accumulation, preventing product collisions and jams. Indexing, on the other hand, involves precise positioning of products for assembly, sorting, or packaging purposes. Modular belts with integrated indexing capabilities allow for accurate and repeatable positioning, ensuring reliable automation in various industries.
- Conveying in Curved or Inclined Configurations:
Modular belts are highly flexible and can easily navigate curved or inclined conveyor configurations. The individual modules of the belt can flex and adapt to different curves or angles, resulting in smooth and efficient material flow. This capability is particularly beneficial in industries where space constraints or complex layouts require curved or inclined conveyors. Examples include the food and beverage industry, where modular belts enable the transportation of products around corners or between different elevations.
- Easy Maintenance and Replacement:
Modular belts offer advantages in terms of maintenance and replacement compared to other types of conveyor belts. The modular design allows for easy access and removal of individual modules, simplifying cleaning and maintenance tasks. If a section of the belt is damaged or worn out, only the affected modules need to be replaced rather than the entire belt. This modularity reduces downtime and maintenance costs. Industries that prioritize efficient maintenance and quick replacement, such as packaging and logistics, benefit from the ease of maintenance provided by modular belts.
- Hygiene and Cleanliness:
Modular belts are designed with hygiene and cleanliness in mind, making them ideal for industries with strict sanitation requirements. The smooth and non-porous surface of modular belts is easy to clean and resistant to contaminants. They can withstand regular washdown procedures and maintain high levels of hygiene. Industries such as food processing, pharmaceuticals, and healthcare benefit from the hygienic properties of modular belts, as they help prevent cross-contamination and ensure compliance with industry regulations.
- Customization and Adaptability:
Modular belts offer a high level of customization and adaptability to meet specific material handling needs. The modular design allows for easy configuration changes, such as adjusting the width or length of the belt, adding or removing modules, or incorporating specialized features. This flexibility makes modular belts suitable for industries with diverse product sizes, shapes, and handling requirements. Customizable modular belts are commonly used in industries such as automotive manufacturing, where different components with varying sizes and weights need to be transported on the same conveyor system.
While modular belts excel in these specific applications, it’s important to note that conveyor belt selection should consider various factors, including the specific industry, product characteristics, operating conditions, and budget. Different types of conveyor belts may be more suitable for certain applications, and consulting with experts in the field can help determine the best choice for each material handling scenario.


editor by CX 2024-04-23