Product Description
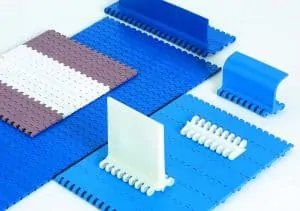
Side Guards 800 Modular Plastic Conveyor Belt
Specifications
Modular Plastic Belt
1. Belt pitch: 50.8mm
2. Side guards height: 32/50/76/102/180mm
3. Side guards for belt series: 800 series
| Type | Belt pitch |
| SG800 | 50.8mm |
Applications:
Our products with good quality and reasonable price can be applied in many areas including can, crate, container, meat, beverage, dairy industries and so on.
Company information:
We are 1 of the most competitive manufacturers in China on plsatic conveyor chain and belts. The products have been exported to many countries including India, Australia, South Africa and so on.
The company has been qualified with ISO9000:2001 quality system .The production strictly complies1100 with the standard and procedure of ISO9001 which ensures good product quality.
If you order from us, we are sure that you will be greatly satisfied with our products and the most competitive price.We are mainly majored in Conveyor Equipments for 10 years so you can be relieved for our products. We are very looking forward to receive your any enquiries or orders. /* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Side Guards Height: | 32/50/76/102/180mm |
|---|---|
| Side Guards for Belt Series: | 800 Series |
| Transport Package: | by Cartons |
| Specification: | SGS |
| Trademark: | Tuoxin |
| Origin: | Nantong, Jiangsu |
| Customization: |
Available
| Customized Request |
|---|
Are there sustainability aspects associated with the use of modular belts in material handling systems?
Yes, there are sustainability aspects associated with the use of modular belts in material handling systems. Here’s a detailed explanation:
The adoption of modular belts in material handling systems brings several sustainability benefits, addressing environmental, social, and economic aspects of sustainability.
- Resource Efficiency:
Modular belts are designed to optimize resource efficiency during their production and use. The manufacturing process of modular belts has become more environmentally friendly, with advancements in materials and production techniques. Manufacturers are increasingly utilizing recycled materials in the production of modular belts, reducing the demand for virgin resources. Additionally, modular belts often have a longer service life compared to traditional conveyor belts, reducing the frequency of replacements and the associated resource consumption.
- Energy Efficiency:
Modular belts contribute to energy efficiency in material handling systems. Their low friction characteristics and optimized design features minimize energy losses during operation. Reduced friction between the belt and conveyor components results in lower power requirements for driving the belt, leading to energy savings. The use of precise sprocket engagement and accurate belt tracking also helps to optimize power transmission and minimize energy waste. Overall, the energy efficiency of modular belts contributes to lower operational costs and reduced environmental impact.
- Waste Reduction:
Modular belts are designed for durability and longevity, resulting in reduced waste generation. Their robust construction and resistance to wear and tear extend their service life, reducing the frequency of belt replacements. Moreover, modular belts are often repairable, with the ability to replace individual modules or segments instead of replacing the entire belt. This repairability reduces waste generation and promotes a more sustainable approach to maintenance and replacement in material handling systems.
- Hygiene and Cleanability:
Hygiene is a significant aspect of sustainability in industries such as food processing and pharmaceuticals. Modular belts are designed with cleanability in mind, featuring smooth surfaces and reduced crevices where contaminants can accumulate. This design minimizes the risk of bacterial growth and improves food safety compliance. Additionally, some modular belts incorporate antimicrobial additives that further enhance hygiene and reduce the need for chemical cleaning agents. The improved cleanability of modular belts contributes to sustainable operations by ensuring product integrity, reducing waste due to contamination, and minimizing the use of cleaning chemicals.
- Adaptability and Flexibility:
Modular belts offer adaptability and flexibility in material handling systems, contributing to sustainability. Their modular design allows for easy customization and reconfiguration, enabling efficient use of space and resources. Modular belts can be easily integrated into existing conveyor systems or designed for unique applications, optimizing material flow and reducing the need for extensive system modifications or new installations. This adaptability and flexibility result in resource savings and increased operational efficiency, aligning with sustainable practices.
- Recyclability:
Many modular belts are made from recyclable materials, contributing to the circular economy. At the end of their service life, modular belts can be recycled and processed into new products, reducing waste and conserving resources. The recyclability of modular belts aligns with sustainable waste management practices and reduces the environmental impact associated with belt disposal.
In summary, the use of modular belts in material handling systems offers several sustainability aspects. These include resource efficiency, energy efficiency, waste reduction, improved hygiene and cleanability, adaptability and flexibility, and recyclability. By incorporating modular belts into their operations, companies can reduce their environmental footprint, lower energy consumption, minimize waste generation, and promote sustainable practices in material handling processes.
What role do modular belts play in ensuring hygiene and cleanliness in food processing applications?
Modular belts play a critical role in ensuring hygiene and cleanliness in food processing applications. The design and material properties of modular belts make them well-suited for use in the food industry, where maintaining strict hygiene standards is of utmost importance. Here’s how modular belts contribute to ensuring hygiene and cleanliness:
- Smooth, Non-Porous Surfaces:
Modular belts are typically made of smooth, non-porous materials such as polypropylene or polyethylene. These materials have low water absorption properties and do not harbor bacteria or other contaminants. The smooth surface of modular belts prevents the accumulation of food particles, liquids, or residues, making them easier to clean and reducing the risk of bacterial growth. This feature helps maintain a hygienic environment in food processing applications.
- Easy-to-Clean Design:
Modular belts are designed to be easily cleaned, ensuring efficient sanitation in food processing operations. The individual modules that make up the belt can be easily removed or disassembled for thorough cleaning. This allows for access to the entire belt surface, ensuring that all areas are properly cleaned and sanitized. The modular design also facilitates quick and easy reassembly of the belt after cleaning, minimizing downtime in food production.
- Chemical Resistance:
Modular belts are resistant to a range of chemicals, including detergents and sanitizing agents commonly used in food processing facilities. This chemical resistance allows for the use of strong cleaning agents without damaging or degrading the belt material. It ensures effective sanitation by enabling the use of appropriate cleaning solutions to eliminate bacteria, mold, and other contaminants that may be present on the belt surface.
- High Temperature Resistance:
In food processing applications that involve high-temperature processes such as baking, modular belts with high-temperature resistance are available. These belts can withstand the heat without warping or deforming, ensuring durability and maintaining hygienic conditions. High-temperature resistance allows for thermal cleaning processes, such as hot water or steam cleaning, to effectively sanitize the modular belts.
- Compliance with Food Safety Standards:
Modular belts are designed to meet food safety standards and regulations. They are often made from food-grade materials that comply with FDA (Food and Drug Administration) regulations and other relevant industry guidelines. These materials are non-toxic and safe for direct contact with food products. Using modular belts that meet food safety standards helps ensure that the conveyor system does not introduce any contaminants into the food processing environment.
- HACCP and Hygienic Design:
Modular belts are designed with hygiene in mind, following principles of Hazard Analysis and Critical Control Points (HACCP) and hygienic design. The belts are engineered to minimize areas where food particles can accumulate, eliminate crevices or gaps that can harbor bacteria, and facilitate thorough cleaning and sanitation. This hygienic design reduces the risk of cross-contamination and helps maintain food safety standards in food processing applications.
In summary, modular belts play a vital role in ensuring hygiene and cleanliness in food processing applications. Their smooth, non-porous surfaces, easy-to-clean design, chemical resistance, high-temperature resistance, compliance with food safety standards, and hygienic design features contribute to maintaining a sanitary environment, preventing bacterial growth, and minimizing the risk of cross-contamination in the food production process.

Can you explain the advantages of using modular belts in conveyor systems?
Using modular belts in conveyor systems offers several advantages over traditional conveyor belts. These advantages contribute to improved efficiency, flexibility, and ease of maintenance. Here are the key advantages of using modular belts:
- Versatility:
Modular belts are highly versatile and can be customized to suit specific application requirements. Their modular design allows for easy configuration, enabling the creation of conveyor systems of various sizes, shapes, and layouts. The interlocking modules can be easily added, removed, or repositioned, providing flexibility in adapting the conveyor system to changing needs or production processes.
- Enhanced Durability:
Modular belts are known for their durability and longevity. Made from robust plastic materials, such as polypropylene or polyethylene, they exhibit excellent resistance to wear, impact, and chemical substances. The interlocking modules distribute the load evenly across the belt, reducing stress on individual components and extending the belt’s lifespan. This durability translates to reduced maintenance requirements and lower overall operating costs.
- Easy Maintenance:
Maintenance of modular belts is relatively simple and convenient. The individual modules can be easily replaced if damaged or worn out, without the need to replace the entire belt. This modular replacement approach minimizes downtime and reduces maintenance costs. Additionally, modular belts have a smooth and non-porous surface, which makes them easy to clean and resistant to the accumulation of debris or contaminants, ensuring hygienic operation in industries such as food processing or pharmaceuticals.
- Accurate Tracking:
Modular belts have excellent tracking capabilities, meaning they can maintain proper alignment during operation. The interlocking modules ensure that the belt remains flat and stable, minimizing the risk of tracking issues or belt misalignment. Accurate tracking reduces the chances of product spillage, improves overall system efficiency, and prolongs the life of the belt and other conveyor components.
- Improved Product Handling:
The design of modular belts allows for precise control and handling of various products. The customizable surface patterns or configurations of the modules create specific gripping or friction characteristics that suit different materials or applications. This improves the stability and control of products during transportation, especially for inclined or declined conveyors. Modular belts can handle a wide range of products, from small items to large, heavy loads, without compromising performance.
- Reduced Noise and Vibrations:
Modular belts tend to generate less noise and vibrations compared to traditional conveyor belts. The interlocking modules and their design help dampen vibrations and minimize noise during operation. This is particularly beneficial in industrial environments where noise reduction is desired for worker comfort or to comply with noise regulations.
- Easy Integration:
Modular belts can be easily integrated with other conveyor components or systems. They can accommodate accessories such as side guides, cleats, or flights to facilitate specific material handling requirements. Additionally, modular belts can be seamlessly integrated with automation systems, sensors, or control devices, allowing for efficient and automated material flow and process control.
In summary, using modular belts in conveyor systems provides advantages such as versatility, enhanced durability, easy maintenance, accurate tracking, improved product handling, reduced noise and vibrations, and easy integration. These benefits make modular belts a preferred choice in various industries, enhancing overall productivity, efficiency, and reliability of conveyor systems.


editor by CX 2024-04-16