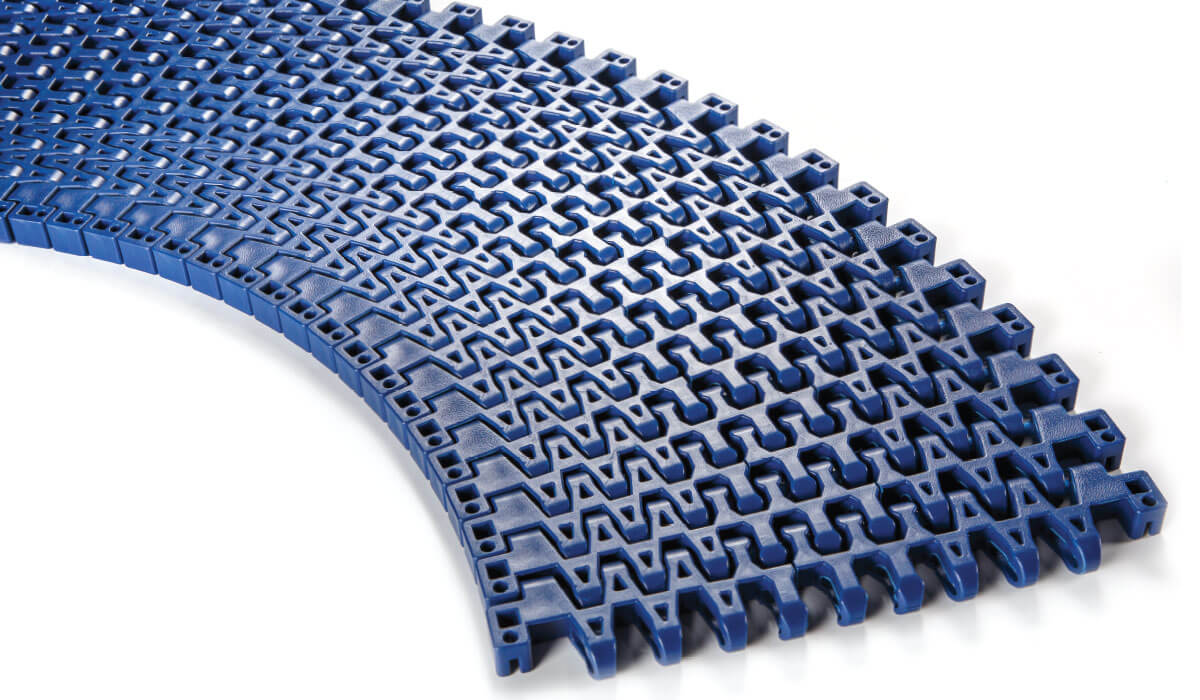
Product Description
| Data(HS-1700C) | ||||||
| Belt Material | Belt Strength | Temperature | Belt Weight | |||
| Straight | Curve | °C(min) | °C(max) | (Kg/M²) | ||
| Kg/M(BW) | N/M(BW) | |||||
| PP | 3270 | 32700 | — | 1 | 93 | 23.0 |
Avantages of the Hongsbelt products
1.Hongsbelt modular conveyor belt has more than 10 times service life,long life time and reducing replacement cost than traditional conveyor belt.
2.Hongsbelt modular conveyor belt is easy to assemble, allowing only the replacement of damaged parts, easy to replace, saving maintenance time and costs.
3.Hongsbelt modular conveyor belt has strong wear resistance, high temperature resistance, cold resistance and oil resistance.
4.Hongsbelt modular conveyor belt is easy to clean, farewell to the propagation of bacteria, especially suitable for application in food industry.
5.Hongsbelt modular conveyor belt in food and non-food industry, it plays an important role in the character of durability,low maintenance cost and easy to clean.
6.Hongsbelt has agents in many countries and can provide good after-sales service.
7.Hongsbelt not only has a complete production line to meet different application needs, but also can provide comprehensive product knowledge and experience. After 20 years of innovative research and development, we can provide more than 5000 kinds of solutions to provide perfect support for you in the field of transportation.
Application
Beverage, packaging, automatic production factory,Tire manufacturing
• 38.1mm belt pitch
• minimum belt width 200mm
• roller axles are stainless steel for durability and long lasting performance
• provides excellent belt and sprocket durability
• especially in tough material handling applications
• Common material Polypropylene
Cooperation Case
We Cooperated with DHL & Amazon to Help Them Solve Multi-scenario Application Parcel Sorting
Global cooperation broke through 50+ agent service providers
and signed strategic cooperation agreements with “Safari Belting Systems” in the United States
“HONG’S BELT Branches” in Europe, and “HONG’S BELT Branches” in India
Exhibitions around the world
Every year hongsbelt will go to all over the world to participate in exhibitions
We have served projects in more than 120 regions and countries with global delivery capabilities
Hong’s Belt team can provide customers with more than 5,000 solutions
Factory
HONG’S BELT
Xihu (West Lake) Dis. Xinhai (HangZhou) Technology Co., Ltd is a leading high-tech company providing intelligent conveyor solutions. We have a modern industrialized manufacturing area of 100,000 square meters for the production of modular plastic belts and conveying systems solutions.
Hong’sbelt Group currently has more than 1,000 employees, including more than 100 R&D teams, more than 500 production and functional departments, and about 300 sales and sales support departments. The sales points are distributed on all continents of the world.Realize Automatic and Intelligent.
We developed a fully integrated industrial chain with independent core technology, key components, leading products and conveyor systems solutions.
Certificate
We hold more than 400 national authorized patents and software certifications
Allseries of products have obtained the US “FDA” food grade certification And “EU” certification in Europe
Obtained “ISO9001-2008” quality management system certification
FAQ
Q: Are you a trading company or manufacturer?
A: We are a manufacturer of modular belt, chains belt and conveyor components, with head office in HangZhou, China, and 2 big factories located in HangZhou and HangZhou.
Q: Are HONGSBELT products in accordance with FDA regulations and EU Directives?
A: Our standard materials (PP, POM, PE, PA) comply with the FDA regulations and EU Directives. A letter of assurance can be made available on demand.
Q: Can we use HONGSBELT Modular Conveyor Belt in corrosive environment?
A: HONGSBELT belts can be used in medium to severe CZPT applications, however, special product recommendations and conveyor design guidelines must be followed. More information, pls contact our online Customer Service or email to HONGSBELT Team.
Q: What is the temperature range for the belt material?
A: HONGSBELT belts offers various materials suitable for operation in temperatures ranging from -60 °C to 260 °C. Specific material should be chosen based on your operating temperature.
Q: What is the real meaning of the belt strength?
A: The belt strength is the maximum tension (per foot or meter of width) the belt can continuously run at.
Q: How long will it take me to get quotation?
A: You will always receive any requested quote by the end of the next working day at the latest, but often quotes are emailed to you before you hang up the phone.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Type: | Conveyor |
|---|---|
| Material: | PP |
| Inside Material: | PP |
| Feature: | Oil-Resistant, Acid And Alkali Resistant, Tear-Resistant, Heat-Resistant, Cold-Resistant, Wear-Resistant |
| Tensile Strength: | Strong |
| Pitch: | 38.1mm |
| Samples: |
US$ 199/Square Meter
1 Square Meter(Min.Order) | |
|---|
What are the key considerations for the installation and operation of modular belts in industrial settings?
Installing and operating modular belts in industrial settings requires careful consideration of various factors to ensure optimal performance and longevity. Here are key considerations for the installation and operation of modular belts:
- System Design and Layout:
Before installing modular belts, it is crucial to design the conveyor system and layout properly. Consider factors such as the desired throughput, product characteristics, space constraints, and ergonomic considerations. Ensure that the system design allows for smooth product flow, efficient material handling, and easy accessibility for maintenance and cleaning.
- Belt Selection:
Choose the appropriate modular belt based on the specific application requirements. Consider factors such as the product type, weight, size, and operating conditions. Select a belt with the right material composition, surface pattern, and module design to ensure optimal performance, durability, and hygiene standards.
- Installation Guidelines:
Follow the manufacturer’s installation guidelines carefully. Modular belts typically come with specific instructions for assembly, sprocket engagement, and tensioning. Ensure that the belt is installed with proper alignment and tension to avoid premature wear, slippage, or tracking issues. It is important to use the recommended equipment and tools during installation to prevent damage to the belt or conveyor components.
- Belt Tracking and Tensioning:
Maintaining proper belt tracking and tension is essential for smooth and efficient operation. Regularly monitor the belt tracking to ensure it stays aligned and centered on the conveyor. Adjust the tracking mechanisms or use tracking devices as needed. Additionally, maintain the appropriate belt tension to prevent slippage or excessive wear. Follow the manufacturer’s recommendations for tensioning and use tensioning devices or systems if required.
- Maintenance and Cleaning:
Implement a regular maintenance and cleaning routine for the modular belts. Remove any debris, product residue, or contaminants that may accumulate on the belt surface or within the conveyor system. Follow proper cleaning procedures using suitable cleaning agents and tools. Avoid using harsh chemicals that can damage the belt material. Regularly inspect the belt for signs of wear, damage, or abnormal behavior and address any issues promptly to prevent breakdowns or product contamination.
- Safety Considerations:
Prioritize safety during installation and operation. Ensure that all safety guards, emergency stop buttons, and other safety features are properly installed and functional. Provide proper training to operators on the safe operation, maintenance, and troubleshooting procedures for the modular belt system. Regularly inspect the system for any potential safety hazards and address them promptly to create a safe working environment.
- Continuous Monitoring and Optimization:
Implement a system for continuous monitoring and optimization of the modular belt system. Utilize sensors or monitoring devices to track belt performance, temperature, vibration, or other relevant parameters. Analyze the collected data to identify any potential issues or areas for improvement. Regularly review and optimize the system settings, such as belt speed, tension, or tracking, based on the operational requirements and performance feedback.
By considering these key factors during the installation and operation of modular belts in industrial settings, companies can ensure efficient, reliable, and safe material handling processes while maximizing the lifespan and performance of the modular belt system.
What role do modular belts play in ensuring hygiene and cleanliness in food processing applications?
Modular belts play a critical role in ensuring hygiene and cleanliness in food processing applications. The design and material properties of modular belts make them well-suited for use in the food industry, where maintaining strict hygiene standards is of utmost importance. Here’s how modular belts contribute to ensuring hygiene and cleanliness:
- Smooth, Non-Porous Surfaces:
Modular belts are typically made of smooth, non-porous materials such as polypropylene or polyethylene. These materials have low water absorption properties and do not harbor bacteria or other contaminants. The smooth surface of modular belts prevents the accumulation of food particles, liquids, or residues, making them easier to clean and reducing the risk of bacterial growth. This feature helps maintain a hygienic environment in food processing applications.
- Easy-to-Clean Design:
Modular belts are designed to be easily cleaned, ensuring efficient sanitation in food processing operations. The individual modules that make up the belt can be easily removed or disassembled for thorough cleaning. This allows for access to the entire belt surface, ensuring that all areas are properly cleaned and sanitized. The modular design also facilitates quick and easy reassembly of the belt after cleaning, minimizing downtime in food production.
- Chemical Resistance:
Modular belts are resistant to a range of chemicals, including detergents and sanitizing agents commonly used in food processing facilities. This chemical resistance allows for the use of strong cleaning agents without damaging or degrading the belt material. It ensures effective sanitation by enabling the use of appropriate cleaning solutions to eliminate bacteria, mold, and other contaminants that may be present on the belt surface.
- High Temperature Resistance:
In food processing applications that involve high-temperature processes such as baking, modular belts with high-temperature resistance are available. These belts can withstand the heat without warping or deforming, ensuring durability and maintaining hygienic conditions. High-temperature resistance allows for thermal cleaning processes, such as hot water or steam cleaning, to effectively sanitize the modular belts.
- Compliance with Food Safety Standards:
Modular belts are designed to meet food safety standards and regulations. They are often made from food-grade materials that comply with FDA (Food and Drug Administration) regulations and other relevant industry guidelines. These materials are non-toxic and safe for direct contact with food products. Using modular belts that meet food safety standards helps ensure that the conveyor system does not introduce any contaminants into the food processing environment.
- HACCP and Hygienic Design:
Modular belts are designed with hygiene in mind, following principles of Hazard Analysis and Critical Control Points (HACCP) and hygienic design. The belts are engineered to minimize areas where food particles can accumulate, eliminate crevices or gaps that can harbor bacteria, and facilitate thorough cleaning and sanitation. This hygienic design reduces the risk of cross-contamination and helps maintain food safety standards in food processing applications.
In summary, modular belts play a vital role in ensuring hygiene and cleanliness in food processing applications. Their smooth, non-porous surfaces, easy-to-clean design, chemical resistance, high-temperature resistance, compliance with food safety standards, and hygienic design features contribute to maintaining a sanitary environment, preventing bacterial growth, and minimizing the risk of cross-contamination in the food production process.

Can you explain the advantages of using modular belts in conveyor systems?
Using modular belts in conveyor systems offers several advantages over traditional conveyor belts. These advantages contribute to improved efficiency, flexibility, and ease of maintenance. Here are the key advantages of using modular belts:
- Versatility:
Modular belts are highly versatile and can be customized to suit specific application requirements. Their modular design allows for easy configuration, enabling the creation of conveyor systems of various sizes, shapes, and layouts. The interlocking modules can be easily added, removed, or repositioned, providing flexibility in adapting the conveyor system to changing needs or production processes.
- Enhanced Durability:
Modular belts are known for their durability and longevity. Made from robust plastic materials, such as polypropylene or polyethylene, they exhibit excellent resistance to wear, impact, and chemical substances. The interlocking modules distribute the load evenly across the belt, reducing stress on individual components and extending the belt’s lifespan. This durability translates to reduced maintenance requirements and lower overall operating costs.
- Easy Maintenance:
Maintenance of modular belts is relatively simple and convenient. The individual modules can be easily replaced if damaged or worn out, without the need to replace the entire belt. This modular replacement approach minimizes downtime and reduces maintenance costs. Additionally, modular belts have a smooth and non-porous surface, which makes them easy to clean and resistant to the accumulation of debris or contaminants, ensuring hygienic operation in industries such as food processing or pharmaceuticals.
- Accurate Tracking:
Modular belts have excellent tracking capabilities, meaning they can maintain proper alignment during operation. The interlocking modules ensure that the belt remains flat and stable, minimizing the risk of tracking issues or belt misalignment. Accurate tracking reduces the chances of product spillage, improves overall system efficiency, and prolongs the life of the belt and other conveyor components.
- Improved Product Handling:
The design of modular belts allows for precise control and handling of various products. The customizable surface patterns or configurations of the modules create specific gripping or friction characteristics that suit different materials or applications. This improves the stability and control of products during transportation, especially for inclined or declined conveyors. Modular belts can handle a wide range of products, from small items to large, heavy loads, without compromising performance.
- Reduced Noise and Vibrations:
Modular belts tend to generate less noise and vibrations compared to traditional conveyor belts. The interlocking modules and their design help dampen vibrations and minimize noise during operation. This is particularly beneficial in industrial environments where noise reduction is desired for worker comfort or to comply with noise regulations.
- Easy Integration:
Modular belts can be easily integrated with other conveyor components or systems. They can accommodate accessories such as side guides, cleats, or flights to facilitate specific material handling requirements. Additionally, modular belts can be seamlessly integrated with automation systems, sensors, or control devices, allowing for efficient and automated material flow and process control.
In summary, using modular belts in conveyor systems provides advantages such as versatility, enhanced durability, easy maintenance, accurate tracking, improved product handling, reduced noise and vibrations, and easy integration. These benefits make modular belts a preferred choice in various industries, enhancing overall productivity, efficiency, and reliability of conveyor systems.


editor by CX 2024-04-22